E G command interpretation
G00
Format:. G0X .. Y. Z ... A
Axis rapid traverse, G0 for fast positioning tool, No machining of the workpiece. Can quickly move in several axis simultaneously, thereby producing a
linear trajectory (point to point) as shown.Machine data specified maximum value for each axis rapid traverse rate of an axis running speed on this fast-
moving. the moving speed of the synthesized vector speed of the two axes.In the address programmed feed rate F is invalid with G0 move quickly. The
system will be run by the maximum value of each axis vector synthesis rate.
To go four cases:
G0X0Y0Z0
G0X10
G0Y10
G0X0
G0Y0
G01
Format G1X .. Y.. Z.. A.. F..
The tool moves on a straight line from the starting point to the target point, Programming with F feedrate speed. All axes can be run simultaneously.
G1 remain valid until they are replaced by other commands.
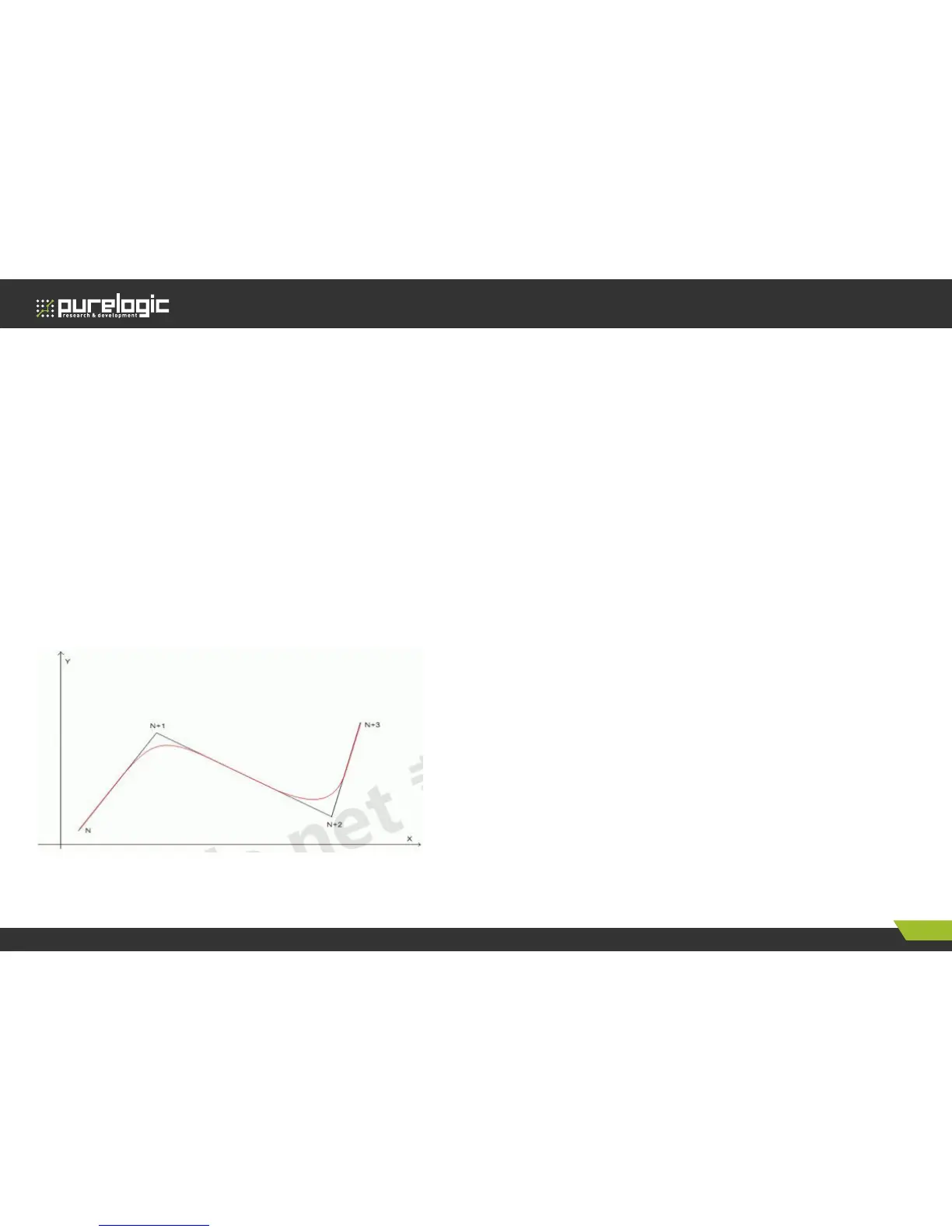
This controller support multi-micro multi-line forward control interpolation algorithm, That is more than one segment will be calculated tracks as
Continuous interpolation algorithm,To achieve a smooth transition,Prospective method and will increase the operating speed as much as possible.

 Loading...
Loading...