- 5 -
EN
4.5 Compressed air supply
7ZLVWHUHYROXWLRQYHQWXUL only
1. Plug the compressed air tube (17) into the tube attachment on the compressed air
connection (11) as far as it will go. There will be a slight resistance to overcome
when attaching.
6HOHFWWKHSURSHUFRXSOLQJIURPWKHVHW¿JSURYLGHGDQGLQVWDOOLWRQWKH
other hose end to connect it to the compressed air system.
3. Connect to compressed air line system.
7KHEHVWYDFXXPSHUIRUPDQFHLVDWWDLQHGDWWKHRSHUDWLQJSUHVVXUHVSHFL¿HG
LQWKHWHFKQLFDOGDWDVHHVHFWLRQ8VH¿OWHUSUHVVXUHUHJXODWRULIQHFHVVDU\
VHHVHFWLRQÄ$FFHVVRULHV³
The vacuum mixer is now ready for operation.
5. Operation
5.1 Key Symbols
Mixing
parameters
Symbol Adjustment
range
Factory setting
Program
P
1 - 100 1
Mixing time
PLQVHF
Speed
100 - 450
1/min
350
Vacuum
70 - 100 *)
80 / 100 **)
%
100
Pre-
vacuum
PLQVHF
Post-vacuum
PLQVHF
Interval ***)
PLQVHF
Premix, plaster
Premix, invest-
ment
7ZLVWHUHYROXWLRQQRLQLQFUHPHQWV
**) Twister evolution venturiQR&KRLFHRIDQGYDFXXPOHYHOVRQO\
'LUHFWLRQFKDQJH7KHWLPHSHULRGDIWHUZKLFKWKHFXUUHQWGLUHFWLRQRIPL[LQJLVUHYHUVHG7KLVRQO\DSSOLHVLIWKHPL[LQJWLPHLVORQJHUWKDQWKHLQWHUYDO
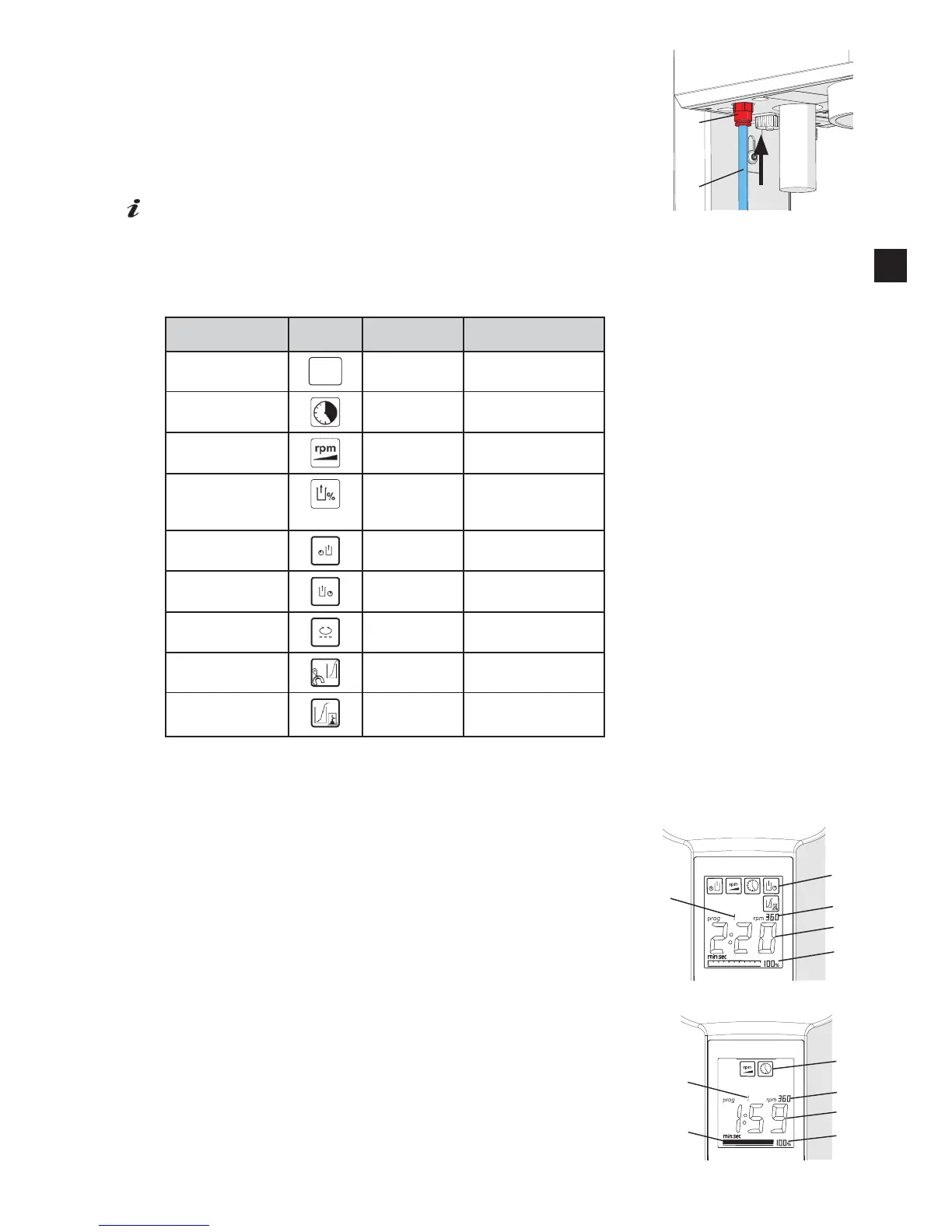
5.2 Display
The information which appears on the display varies according to the operating state.
5.2.1 Initial state
20 Number of program selected.
21 Large mixing time display.
3DUDPHWHUV\PEROLQODUJHVFDOHGLVSOD\KHUHPL[LQJWLPH
23 Speed setting in selected program.
24 Vacuum setting in selected program.
5.2.2 During Mixing process
,QIRUPDWLRQRQFXUUHQWVWDJHRIPL[LQJSURFHVV
20 Number of program selected
% /DUJHVFDOHGLVSOD\RISDUDPHWHUKHUHUHPDLQLQJPL[LQJWLPH
C Symbols depicting the mixing parameter settings for the current stage of the mixing
process.
D Speed setting in current stage of mixing process.
E Vacuum setting in current stage of mixing process.
F Current vacuum level (bar graph).
5.3 On / Off
7KHDSSOLDQFHLVVZLWFKHGRQDQGRIIDWWKHVZLWFK¿J
The program and mixing parameter settings last used will appear in the display when
the appliance is switched on.
¿