2.3 Process principle
In all processes the materials are fed through the nip from the front side to be joined together by
pressure.
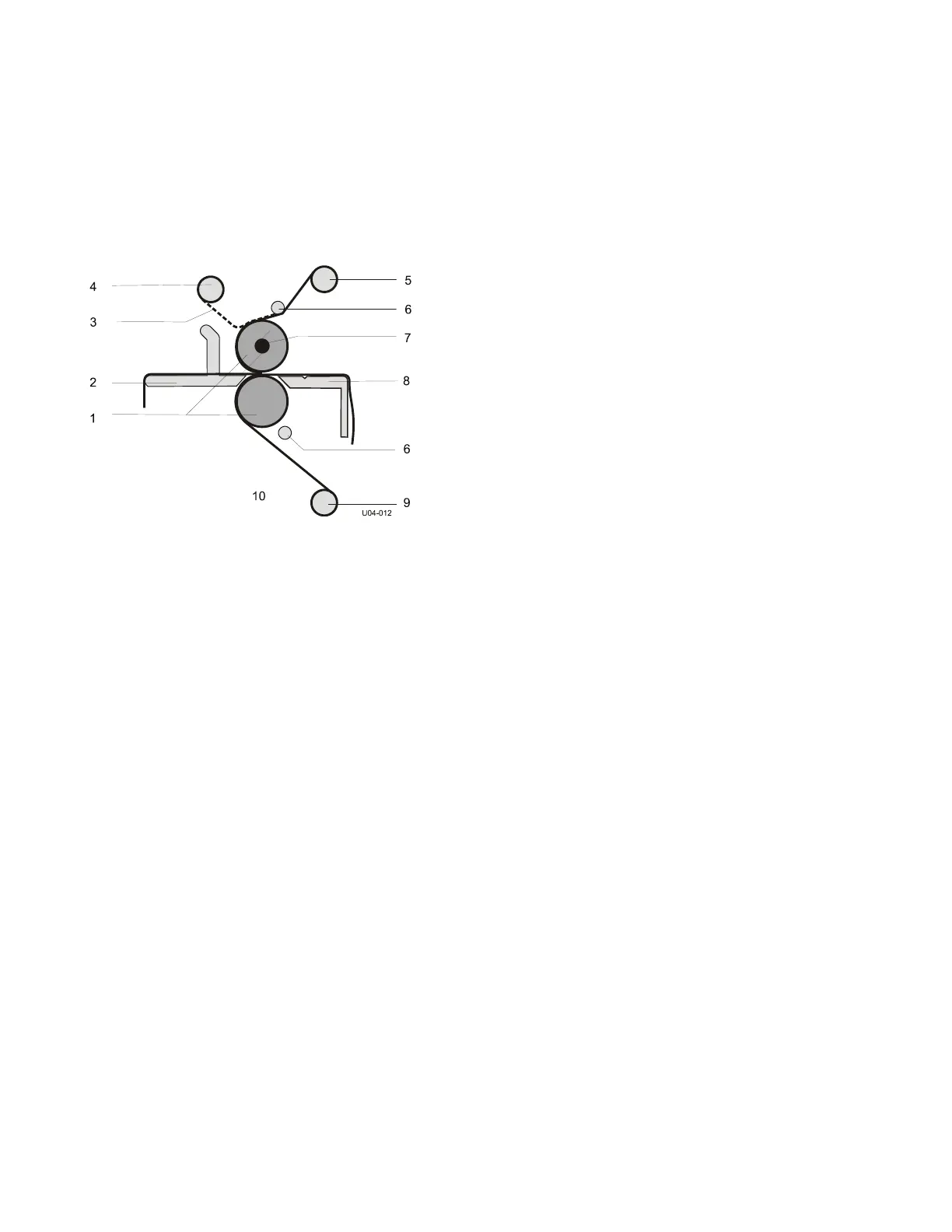
A process that makes maximum use of the machine is shown in Figure 3. Shown is a double sided
laminating (decalling) process.
The top coating film is a pressure sensitive film with release liner (3) taken from a supply roll on the
(rear) upper unwind shaft (5). The bottom coating film is a pressure sensitive (mounting) film without
release liner taken from a supply roll on the lower unwind shaft (9).
Figure 3: Creating Pop-up art, including image supply from roll.
The image that has to be coated on both sides is fed between the main rollers (1) via the in-feed
table (2).
When using a pressure sensitive laminate, it often has a release liner (3) that has to be removed. As
in the top half, it runs via a splitter bar (6) where the release liner is removed. This release liner is
rolled up onto the wind-up shaft (4) in the upper section.
When using a pressure sensitive laminate without a release liner (like in the bottom section), it must
not run via the splitter bar to avoid the film sticking to the bar and leaving adhesive residue behind.
A mounting film has adhesive on both sides and release liner on just one side. This release liner has
to stay on until the image is mounted. So a mounting film is processed in the bottom section the
same way as a laminate without release liner.
The upper main roller can be heated (7) to a fixed temperature of 40C. This is called ‘heat assist’
and can be used to activate the adhesive to flow more evenly and get a better bonding between
laminate and image.