808D ADVANCED Page 19 Programming and Operating — Turning
Tool Setup
s
SEQUENCE
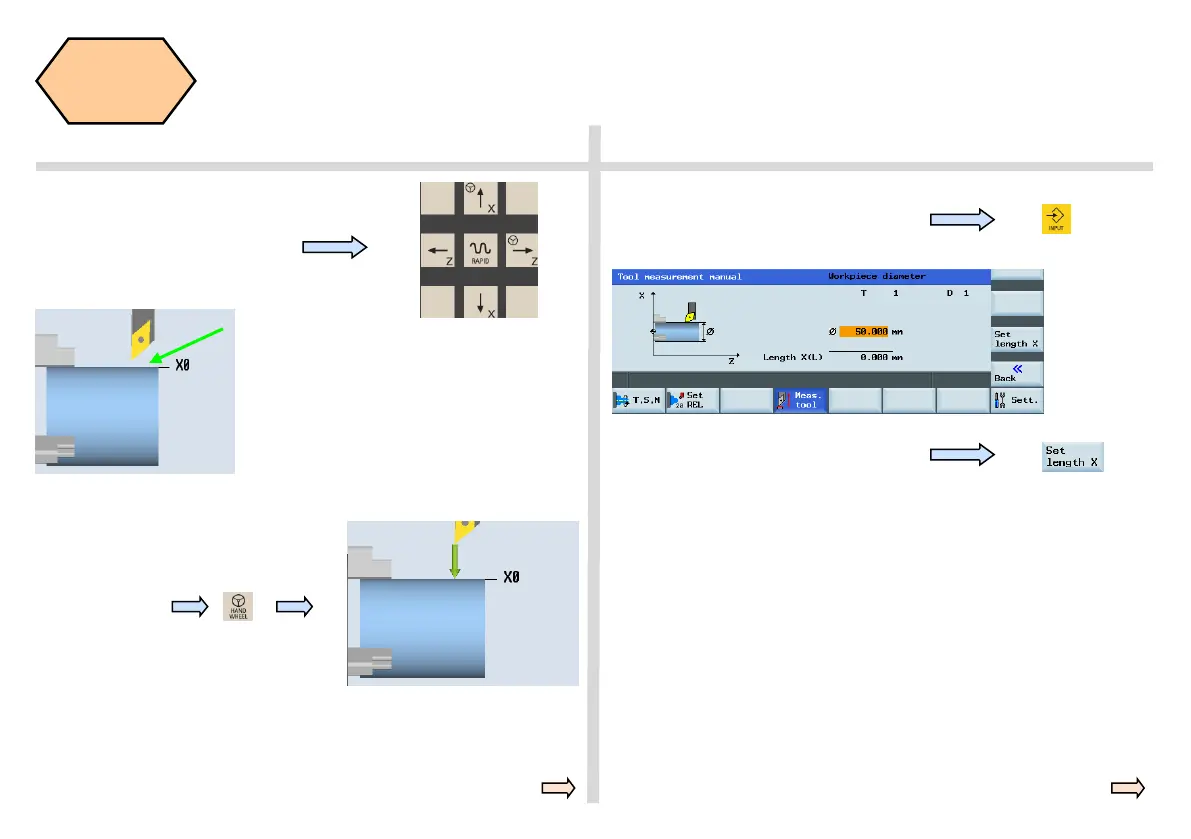
Use the traversing keys on the
MCP to move the axis to the
adjusted position.
Use the
“Handwheel”
key on the
MCP and
select a suit-
able feedrate
override to
move the tool
to X0.
Move directly to zero point.
Enter 50 in “ø”
(this is the diameter of the workpiece)
Press the “Set length X” SK on the PPU.
Note: “X=0” or “Z=0” in the workpiece
coordinate system is shown as “X0” / “Z0”
in the following text.

 Loading...
Loading...












