Programming and Operating — Turning Page 38 808D ADVANCED
Create Part
Program
Part 2
s
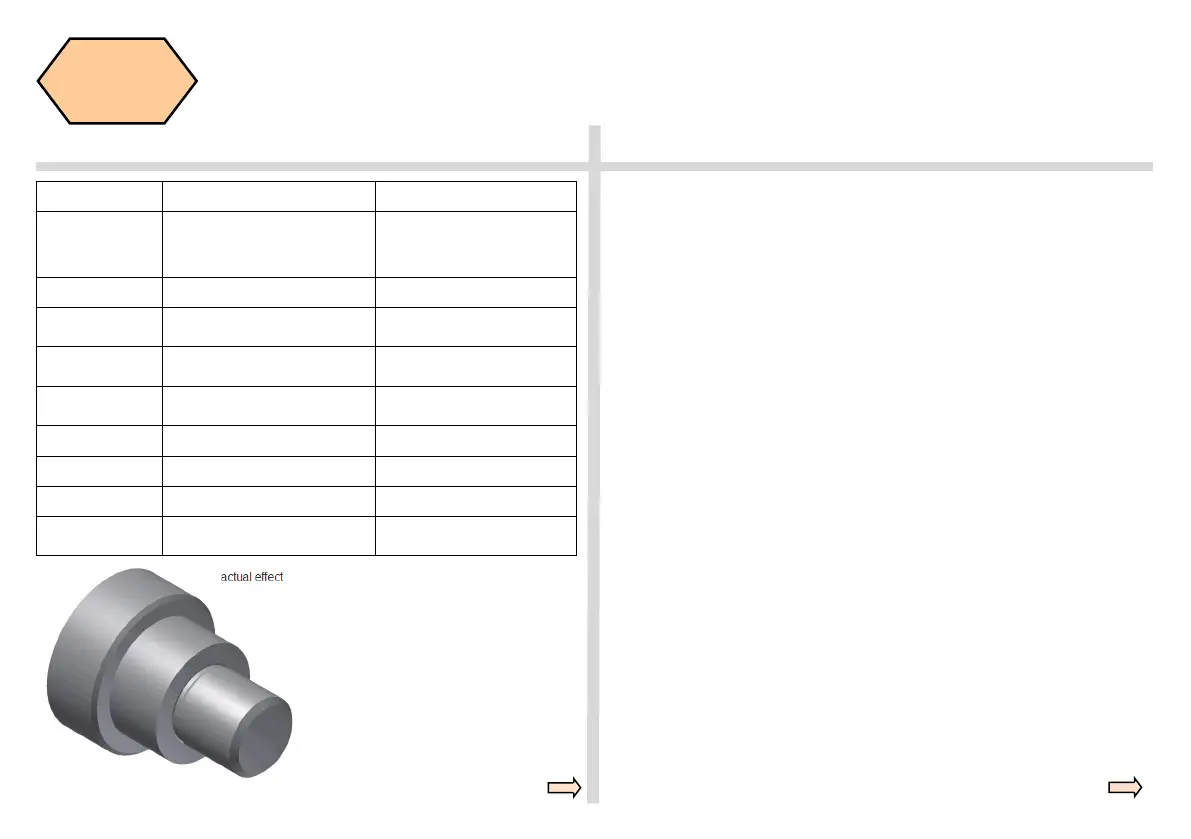
Parameters Meanings Remarks
NPP=
DEMO:DEMO_E
Subprogram name:“DEMO”
(:“DEMO_E ” is created automati-
cally)
The first two positions of the name
must be letters.
MID=2.5 Maximal feed depth 2.5 mm
FALZ=0.2 Finishing allowance at the vertical
axis is 0.2 mm
FALX=0.1 Finishing allowance at the horizontal
axis is 0.1 mm
FAL=0.15 Contour finishing allowance is 0.15
mm
FF1=0.35 Roughing feedrate is 0.35 mm/rev
FF2=0.2 Feedrate with back cut is 0.2 mm/rev
FF3=0.15 Finishing feedrate is 0.15 mm/rev
VARI=9 Do horizontal complete machining
externally
For other parameters, please refer
to the standard manual
BASIC THEORY

 Loading...
Loading...












