Programming and Operating — Turning Page 40 808D ADVANCED
Create Part
Program
Part 2
s
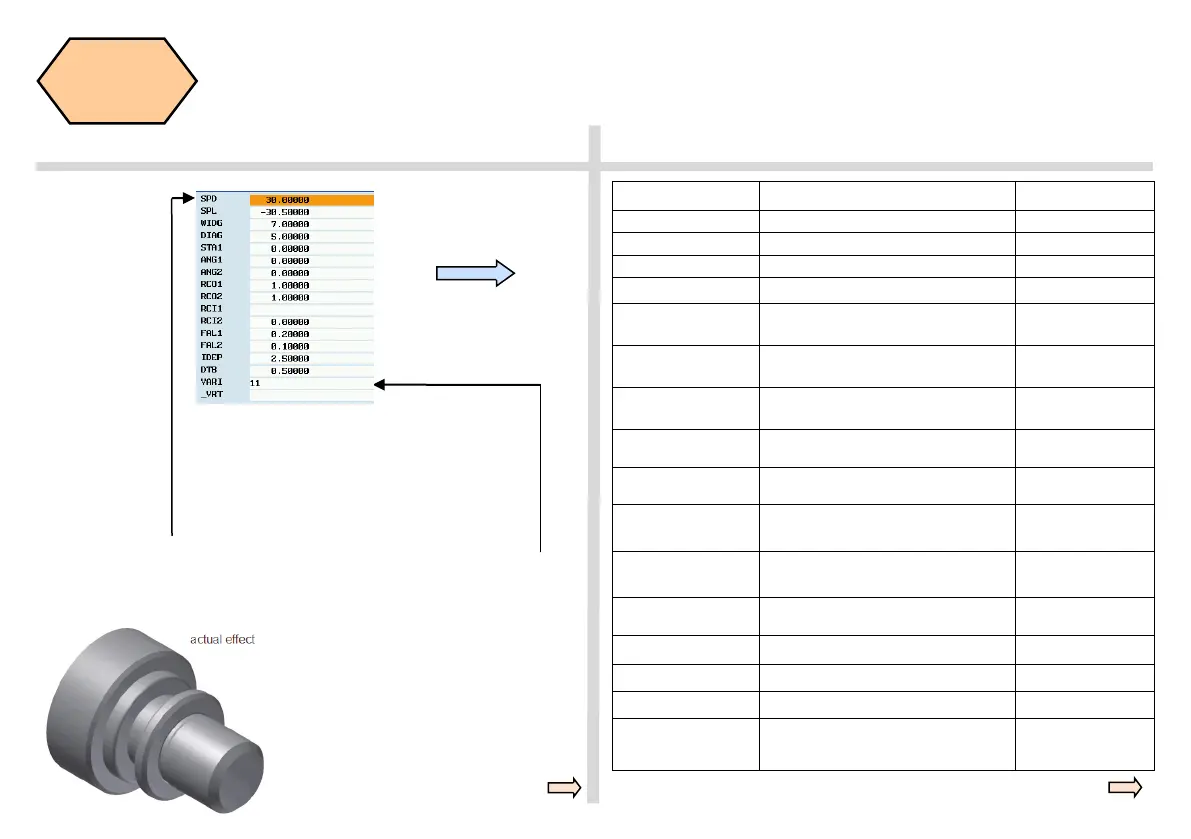
N230 CYCLE93( 30.00000, -30.50000, 7.00000, 5.00000, 0.00000, 0.00000,
0.00000, 1.00000, 1.00000, ,0.00000, 0.20000, 0.10000, 2.50000, 0.50000, 11, )
Parameters Meanings Remarks
SPD=30 Starting coordinate at horizontal axis is 30
SPL=-30.5 Starting coordinate at vertical axis is -30.5
WIDG=7 Groove width is 7 mm
DIAG=5 Groove depth is 5 mm
STA1=0
(range 0º~180º)
Angle between contour and vertical axis is 0º
ANG1=0
(range 0º~89.999º)
Angle between positive vertical axis and
groove cliff near starting point is 0º
ANG2=0
(range 0º~89.999º)
Angle between positive vertical axis and
groove incline away from starting point is 0º
RCO1=1 Forward angle length away from machining
starting point is 1mm
RCO2=1 Reverse angle length away from machining
starting point is 1mm
RCI1=0
Groove bottom with no reverse angle(near
groove machining starting point)
RCI2=0
Groove bottom with no reverse angle(away
from groove machining starting point)
FAL1=0.2 Finishing allowance at the bottom of groove is
0.2 mm
FAL2=0.1 Finishing allowance at groove side is 0.1 mm
IDEP=2.5 Feed depth is 2.5 mm
DTB=0.5 Pause 0.5 s at the bottom of groove
VARI=11 Use CHR to calculate the reverse angle For other parameters
please refer to the
standard manual
BASIC THEORY

 Loading...
Loading...












