Programming and Operating — Turning Page 42 808D ADVANCED
Create Part
Program
Part 2
s
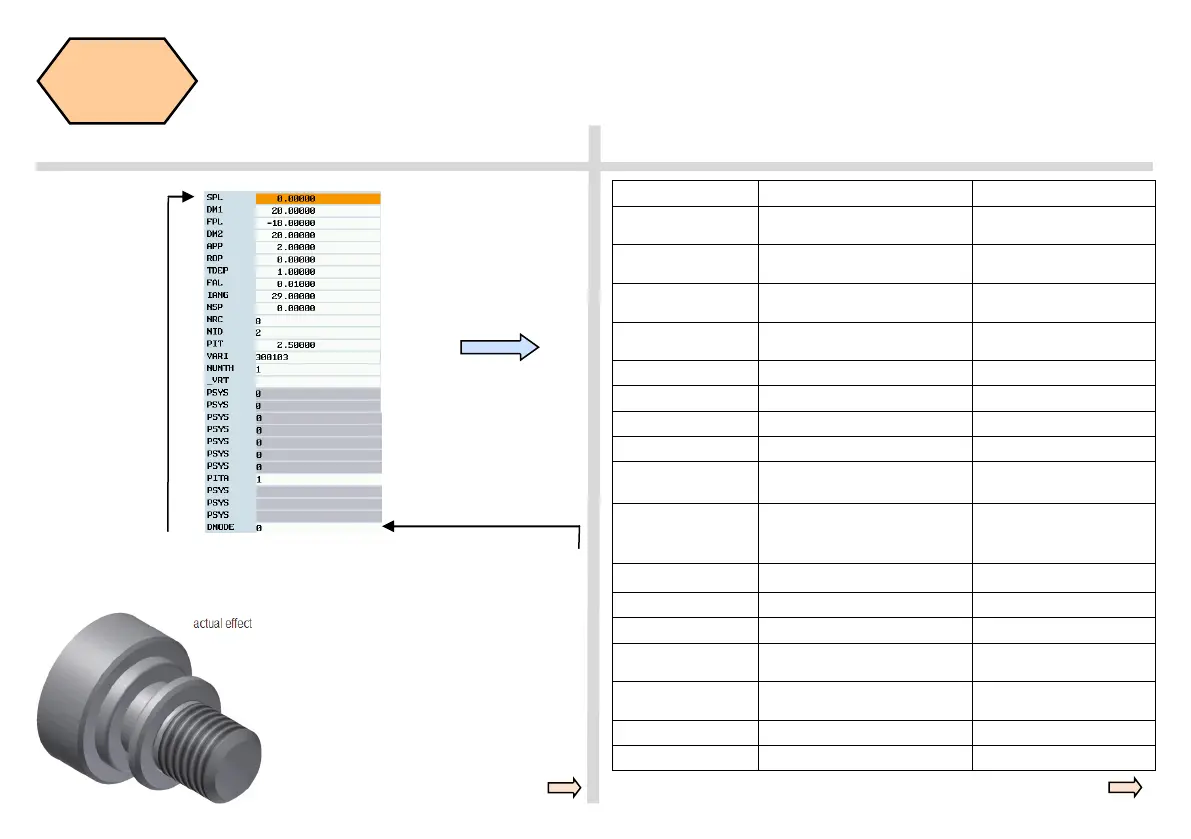
N290 CYCLE99( 0, 20.00000, -18.00000, 20.00000, 2.00000, 0.00000, 1.00000,
0.01000, 29.00000, 0.00000, 1, 2, 2.50000 , 3001031, 1, , 0, 0, 0, 0, 0, 0, 0, 1, , , , 0)
Parameters Meanings Remarks
SPL=0 Thread start point coordinate at
vertical axis is 0
FPL=-18 Thread end point coordinate at
vertical axis is -18 mm
DH1=20 Thread diameter at start point is 20
mm
DH2=20 Thread diameter at end point is 20
mm
APP=2 Reverse distance is 2 mm
ROP=0 End distance is 0 mm
TDEP=1 Thread depth is 1 mm
FAL=0.01 Finishing allowance is 0.01 mm
IANG=29
Feed along the same face, feed
angle is 29º
IANG<0:feed along two faces
in turn
NSP=0
(range
0º~359.9999º)
In comparison with the starting point,
the angle offset of the first thread
cutting point is 0º
NRC=8 Roughing cutting 8 times
NID=2 Empty tool cutting steps 2
PIT=2.5 Thread distance is 2.5 mm
VARI=300103 Machining externally, constant cross
session
For other parameters, please
refer to the standard manual
NUMTH=1 Thread number of multi-head thread
is 1
PITA=1 Select data in the PIT and in mm
DMODE=0 Thread types
BASIC THEORY

 Loading...
Loading...












