808D ADVANCED Page 43 Programming and Operating — Turning
Create Part
Program
Part 2
s
→
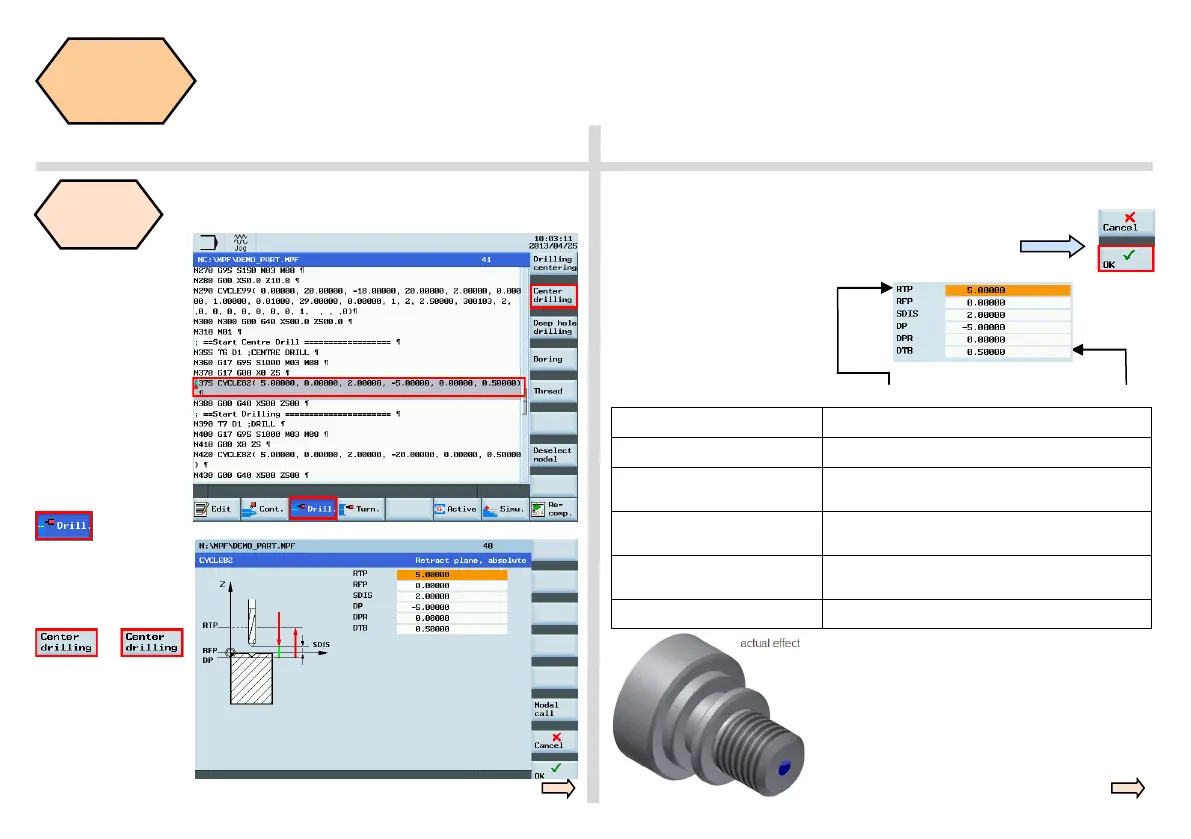
N375 CYCLE82( 5.00000, 0.00000, 2.00000, -5.00000, 0.00000, 0.50000)
With the “OK” SK, the setting is activated and the se-
lected cycle and data will be transferred to the part
program automatically as shown below.
If there is no other operation, the machine will drill holes
at the current position.
Drilling
center
holes
The easiest way to
drill a center hole
prior to drilling is to
use either CYCLE81
or CYCLE82
CYCLE81: Without
dwell at current hole
depth
CYCLE82: With
dwell at current hole
depth
The cycle can be
found and
parameterized with
the “Drill.” SK.
The relevant cycle
can now be found
using the vertical
SKs on the right.
Select “Center drill-
ing” using the vertical
SKs , and then select
“Center drilling”
parameterize the
cycle according to
requirement.
Parameters Meanings
RTP=5
Coordinate value of turning position is 5 (absolute)
RFP=0 Coordinate value of hole edge starting position under
workpiece zero point surface is 0 (absolute)
SDID=2
(frequently used values 2~5)
Safety distance, feed path changes from quick feed to
machine feed 2 mm away from RFP face
DP=-5 Coordinate position of final drilling depth is -5 mm
(absolute)
DTB=0.5 Dwell of 0.5 sec at final drilling depth
BASIC THEORY

 Loading...
Loading...












