Snap-on Tools Corporation Kenosha, WI 53141-1410 25
PARAMETER CHARTS
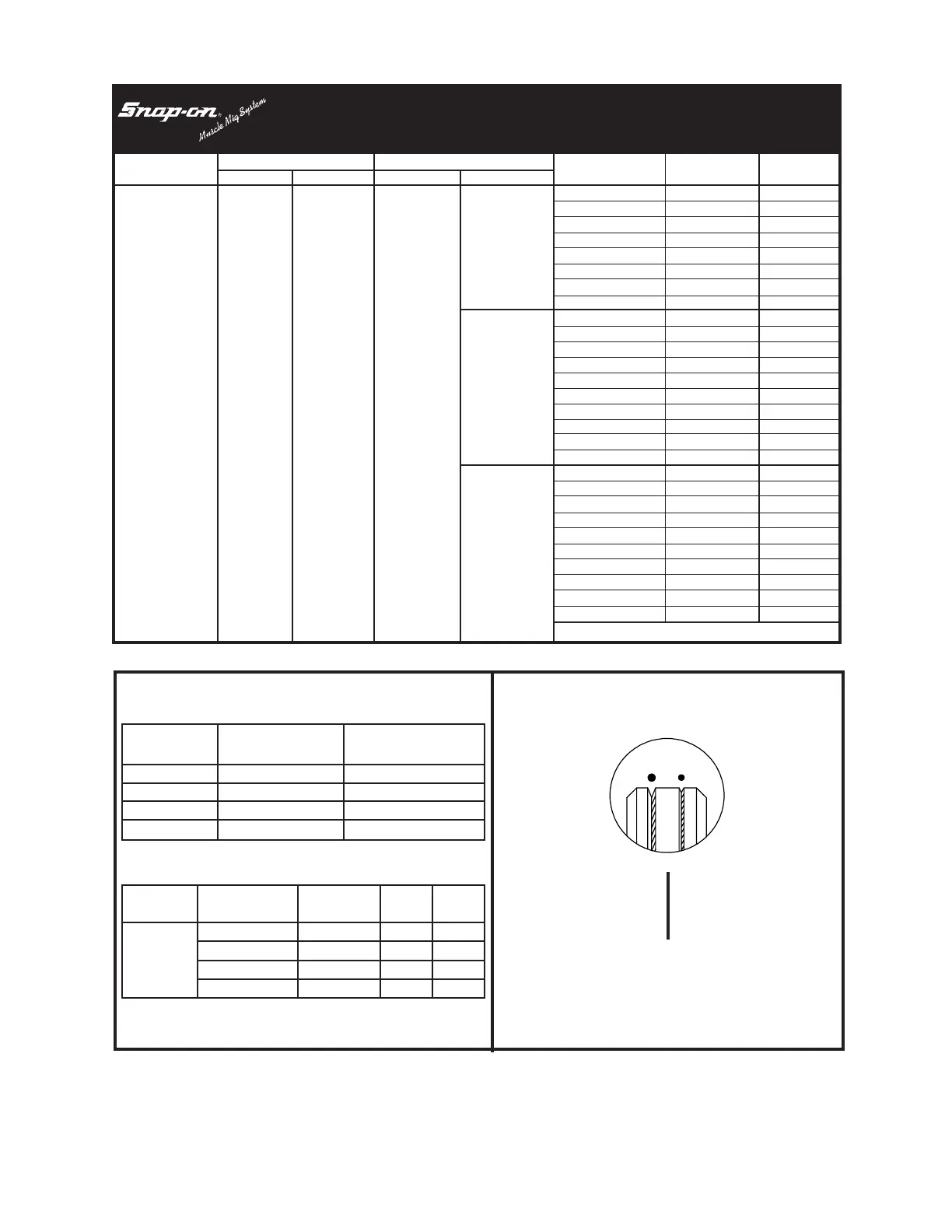
Guide For Setting Welder - Adjust For Best Results
GAS METAL ARC (MIG) PROCESS - DCEP (REVERSE POLARITY)
Note: Settings are approximate and may vary. Adjust for best results.
**Multiple Passes
SHIELDING GAS WELDING WIRE MIG WIRE
MATERIAL TYPE FLOW TYPE SIZE THICKNESS VOLTAGE SPEED
24 Ga.(.024") 1 2 1/2
22 Ga.(.030") 2 3
20 Ga.(.036") 3 4
.023"/ 18 Ga.(.048") 4 4 1/2
.025" 16 Ga.(.060") 5 5 1/2
14 Ga.(.075") 6 7
12 Ga.(.105") 7 8
1/8" 7 8 1/2
24 Ga.(.024") 1 2
22 Ga.(.030") 1 2 1/2
20 Ga.(.036") 2 3
18 Ga.(.048") 3 4
75% .030" 16 Ga.(.060") 4 5
CARBON ARGON 25 ER70S-6 14 Ga.(.075") 5 5 1/2
STEEL 25% CFH 12 Ga.(.105") 6 6
CO2 (Min.) 1/8" 7 6 1/2
3/16" 8 7
1/4" 8 8
20 Ga.(.036") 1 2 1/2
18 Ga.(.048") 2 3
16 Ga.(.060") 3 4
14 Ga.(.075") 4 4
12 Ga.(.105") 5 5
.035" 1/8" 6 5
3/16" 7 5 1/2
1/4" 8 6
5/16"** 8 6
3/8"** 8 6
PROPER DRIVE ROLL ORIENTATION
USE LARGE USE SMALL
GROOVE FOR GROOVE FOR
.045" DIA. WIRE .023" - .035"
DIA. WIRE
Position adjusting collar to align drive roll
groove with centerline of wire guide tube.
Then secure drive roll with the washer and the
nut provided.
Note: Settings are approximate and may vary. Adjust
for best results.
SPOT TIME PARAMETERS
TIG WELDING PARAMETERS
WIRE MATERIAL VOLTAGE WIRE SPOT
SIZE THICKNESS SETTING FEED TIME
ER70S-6 24 GA.(.024") MIG 5 4 1
.030" 22 GA.(.030") " 6 5 1
DIA. 18 GA.(.048") " 7 6 1 1/2
16 GA.(.060") " 8 8 1 1/2
VOLTAGE OUTPUT MATERIAL
SETTING AMPERAGE THICKNESS
TIG 1 50 AMPS 18 GA.(.048")
" 2 90 AMPS 14 GA.(.075")
" 3 105 AMPS 1/8" (.125")
" 4 150 AMPS 3/16" (.188")
LB-1366

 Loading...
Loading...








