29
3650EVOLUTION - 3655 EVOLUTION
DISPOSITIF DE CONTROLE DE
SOUDAGE
Le TE40i est un contrôle expressément
étudié pour les soudeuses à résistance à
câbles pour la carrosserie avec
technologie à moyenne fréquence,
communément dénommées « inverter ».
Il est doué de spécifiques fonctions pour
l’utilisation avec des pinces pour la
soudure de tôles des deux côtés, et de
pistolet pour l’exécution des travaux de
redressement des tôles (fonctions
spotter), la soudure de vis et rivets, le
chauffage des tôles.
Les équipements à repos doivent rester
avec les électrodes et les câbles de
masse isolés.
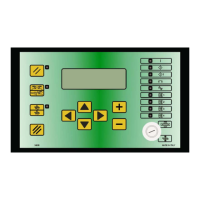
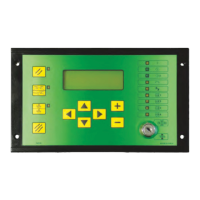
Permet la régulation du courant de
soudure en établissant directement la
valeur désirée dans kA. La soudure
terminée est visualisé la valeur de courant
effectivement effectuée.
Différemment d’un contrôle de soudure
conventionnel, le TE40i est dotés d’une
base de données interne de paramètres
de soudure pré-établis (appelé tableaux
de soudure) qui permettent une utilisation
plus facile et rapide.
Les tableaux de soudure contiennent des
régulations suggérées pour chaque type
de matériel pour les épaisseurs de tôles
les plus communément employées.
L’opérateur peut donc rappeler
directement ces paramètres en
sélectionnant le type de matériel et
l’épaisseur. On peut effectuer une
régulation fine en variant les paramètres
contenus dans les tableaux de +/-20%.
Les tableaux sont étudiés pour les
soudures de deux tôles de même
épaisseur. Au cas où les tôles soient
d’épaisseurs diverses on suggère
d’utiliser, comme valeur de départ,
l’épaisseur de la tôle la plus fine. En cas
de soudure de 3 ou plus de tôles on
suggère l’utilisation de la programmation
manuelle
Dans la soudure par résistance les
principaux facteurs qui influence la
soudure sont :
- temps de soudure
- courant de soudure
- force de soudure
- dimensions et conditions des électrodes
Les valeurs de temps et courant utilisés
sont liés à la force appliquée aux
électrodes. Avec les mêmes valeurs de
temps et de courant on peut en effet obtenir
des résultats complètement différents
avec des forces aux électrodes différentes.
CONTROL DE SOLDADURA
El TE40i ha sido proyectado como control
expresamente para máquinas de soldar
por resistencia para autocarroceria con
tecnología de media frecuencia, llamada
‘inverter’.
Entre sus funciones especificas se
destacan el empleo con pinzas para la
soldadura de chapas en las dos caras, y
pistolas para la ejecucion de enderezado
de chapas (funciones spotter), soldadura
de tornillos y remaches, calentamiento de
las chapas.
Los equipos en reposo deberán
permanecer con los electrodos y los
cables de masa aislados.
Permite la regulación de la corriente de
soldadura ajustando directamente el valor
precisado en kA.
Cuando se termine la soldadura aparece
el valor de corriente efectivamente
suministrado.
Se destaca de un control de soldadura
tradicional gracias a la dotación de un
database interno de parámetros de
soldadura pre-ajustados (llamados
tablas de soldadura) que permite un
empleo más fácil y veloz.
Las tablas de soldadura traen las
regulaciones recomendadas por cada tipo
de material para espesores de chapas
que más se utilizan.
Esto permite al operador de llamar
directamente estos parámetros
seleccionando el tipo de material y el
esepesor.
Puede efecuarse una regulación fina
variando los parámetros citados en las
tablas de +/-20%.
Las tablas han sido editadas para
soldaduras de dos chapas del mismo
espesor.
Al ser las chapas de espesor diferente se
aconseja utilizar, como valor de inicio, el
espesor de la chapa más fina.
Para la soldadura de 3 o más chapas se
aconseja la programación manual.
En la soldadura por resistencia los factores
principales que influyen sobre la soldadura
son :
- tiempo de soldadura
- corriente de soldadura
- dimensiones y condiciones de los
electrodos
Los valores de tiempo y corriente
empleados corresponden a la fuerza que
se aplica a los electrodos.
Con los mismos valores de tiempo y
corriente pueden obtenerse resultados
completamente diferentes con fuerzas
diferentes a los electrodos.
SCHWEISS KONTROLLE
Die TE40i ist eine Schweiss-Steuerung,
die speziell für Kabel-Widerstands-
Schweissmaschinen mit Inverter-
Technologie (“Inverter” genannt) für
Karosseriebetriebe entwickelt wurde. Sie
besitzt spezifische Funktionen zur
Anwendung mit Zangen für beidseitige
Schweissungen von Blechen, mit
Stosspunktern zum Ausrichten von
Blechen (Spotter-Funktionen), zur
Schweissung von Schrauben und Nieten
sowie zur Erhitzung der Bleche.
Die momentan nicht benutzten
Ausstattungen müssen mit den
Elektroden und den isolierten
Massekabeln bleiben.
Die Einstellung des Schweisstroms erfolgt
durch direkte Einstellung des
gewünschten Wertes in kA. Nach der
Schweissung wird der effektiv
ausgegebene Stromwert angezeigt.
Die TE40i besitzt eine interne Database
von vorbestimmten Schweissparametern
(Schweisstabellen genannt) zur einfachen
und schnellen Anwendung. Die
Schweisstabellen enthalten empfohlene
Einstellungen für jede Materialtype und für
allgemein benutzte Blechstärken. Der
Bediener kann also diese Paramter direkt
abrufen, indem die Materialtype und der
Materialdurchmesser eingestellt werden.
Es kann eine genaue Einstellung erfolgen,
indem die in den Tabellen von +/- 20%
enthaltenen Parameter geändert werden.
Die Tabellen gelten für die Schweissung
von zwei Blechen mit gleichem
Durchmesser. Für unterschiedliche
Durchmesser wird empfohlen, als
Ausgangswert den geringeren
Durchmesser anzuwenden. Bei 3 oder
mehreren Blechen wird die manuelle
Programmierung empfohlen.
Die wichtigsten Faktoren, die die
Widerstands-Schweissung beeinflussen
sind:
- Schweisszeit
- Schweisstrom
- Schweisskraft
- Ausmasse und Zustand der Elektroden
Die benutzten Werte von Zeit und Strom
entsprechen der angewandten
Elektrodenkraft. Bei gleichen Zeit- und
Stromwerten können unterschiedliche
Ergebnisse bei verschiedenen
Elektrodenkräften erreicht werden.