71
PLASTIC - ENGRAVERS
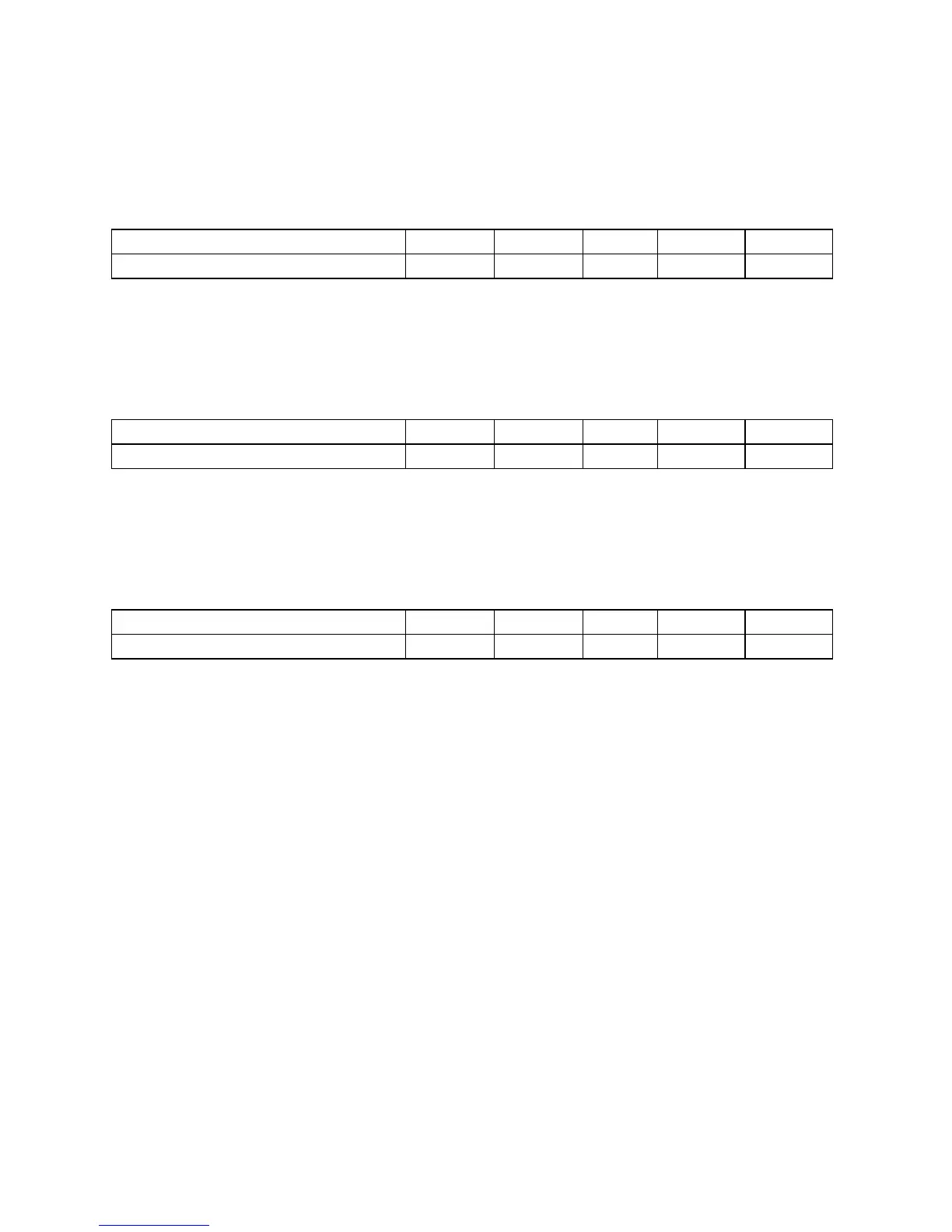
TYPE POWER SPEED PPI PASSES DEPTH
RASTER ENGRAVING 30 100 500 1 .003”
COMMENTS: Remove original masking and leave unmasked. Use enough power to remove the
surface material and expose the underlying substrate.
TYPE POWER SPEED PPI PASSES DEPTH
RASTER ENGRAVING (deep) 90 100 500 1 .015”
COMMENTS: On thicker plastics, remove the original masking and leave unmasked. Set the power
high enough to assure the full removal of the top surface and to remove some of the substrate material.
TYPE POWER SPEED PPI PASSES DEPTH
VECTOR CUTTING 60 1 150 1 .060”
COMMENTS: Remove original masking. Mask with transfer tape on both sides. Dampen both
sides with water and elevate off the engraving table. Remember to re-focus. Make 1 to 2 more passes
when cutting thicker plastics.
ADDITIONAL COMMENTS
Engravers plastic comes in many different colors, thicknesses, coatings, and surface textures. About
75 % of the available engravers plastic, including ADA signage materials, will engrave and cut well
with the laser system. Microsurfaced plastics seem to work the best because there is less surface
material to remove to uncover the substrate. Since most plastics have low melting points, a low PPI
setting is used when cutting to reduce the possibility of melting. Masking and dampening with water also
helps to reduce melting and keeps the plastic clear of smoke residue. Always remove the original clear
masking from the plastic because it does not react well with the laser. Since there are so many types of
engravers plastics, the only true way to find out if a particular brand and type will work well with the
laser is to experiment. Use these power settings as a guideline for experimentation and adjust as