上海维宏电子科技股份有限公司
Weihong Electronic Technology Co., Ltd.
36 Specialized, Concentrated, Focused
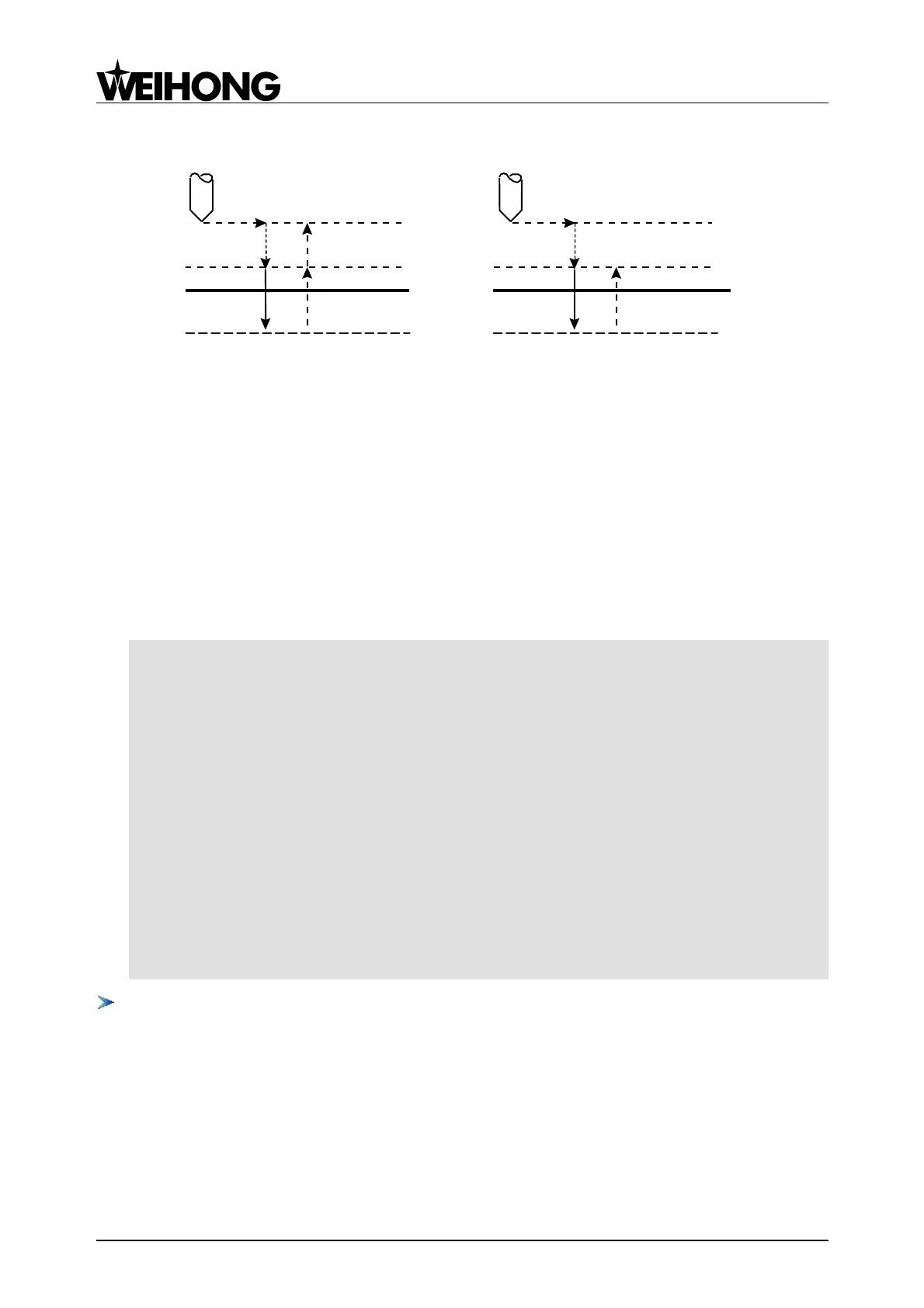
Fig. 4-24 G82 Machining Process
Process Description:
1. The cutter moves to the specified hole position (X, Y) in G00;
2. Moves down to the specified point R in G00;
3. Moves down to point Z at the bottom of the hole in G01;
4. Pauses for P;
5. Retracts to the initial point (G98) or point R (G99) in G00.
Programming Example:
F1200. S600
G90
G00 X0. Y0. Z10. ’moving to the initial point
G17
M03 ’spindle CW on
G90 G99
’Setting the coordinates of point R, point Z and hole 1, with dwell time as 2s, drilling speed as 800
G82 X5. Y5. Z-10. R-5. P2000. F800
X25. ’hole 2
Y25. ’hole 3
G98 X5. ’hole 4, and setting to return to the initial point
G80
M05 ’spindle stop
M02
G83 Deep Hole Peck Drilling Cycle
Command Format: G83 X_Y_Z_R_Q_F_K_;
Description:
X_Y_: hole position data (absolute/incremental coordinate)
Z_: the position of point Z at the bottom of the hole (absolute programming); the distance from
point R to point Z at the bottom of the hole (incremental programming)
R_: the position of point R (absolute programming); the distance from the initial point to point R