上海维宏电子科技股份有限公司
Weihong Electronic Technology Co., Ltd.
38 Specialized, Concentrated, Focused
Programming Example:
F1200. S600
M03 ’spindle CW on
G90
G00 X0. Y0. Z10. ’moving to the initial point
G17
G90 G99
’Specifying the coordinates of point R, point Z and hole 1, with peck depth as 3.0, cutting speed
as 800
G83 X5. Y5. Z-10. R-5. Q3. F800
X25. ’hole 2
Y25. ’hole 3
G98 X5. ’hole 4, and setting to return to the initial point
G80
M05 ’drill stop
M02
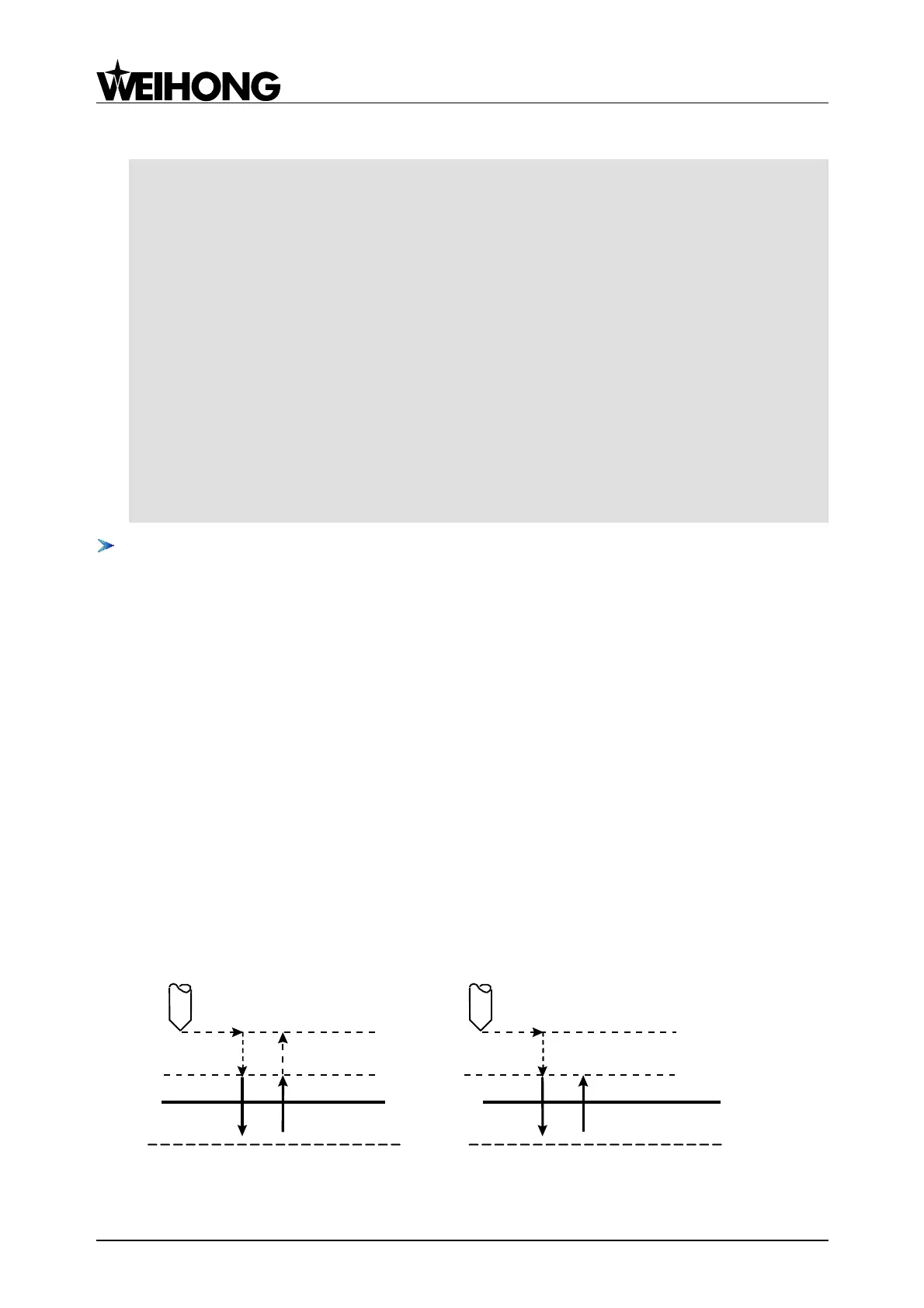
G84 Tapping Cycle
Command Format: G84 X_Y_Z_R_P_F_K_;
Description:
X_Y_: hole position data (absolute/incremental coordinate)
Z_: the position of point Z at the bottom of the hole (absolute programming); the distance from
point R to point Z at the bottom of the hole (incremental programming)
R_: the position of point R (absolute programming); the distance from the initial point to point R
(incremental programming)
P_: the dwell time at the bottom of the hole, in ms, with no decimal point
F_: feed speed, even if the canned cycle is cancelled, this modal data still effective in the
subsequent machining. (Currently, tapping speed is set by the parameter ―Spindle Speed When
Tapping‖, instead of by this F data.)
K_: number of repeats (repeated movement and drilling, effective under G91 incremental mode)
Fig. 4-26 G84 Machining Process