18
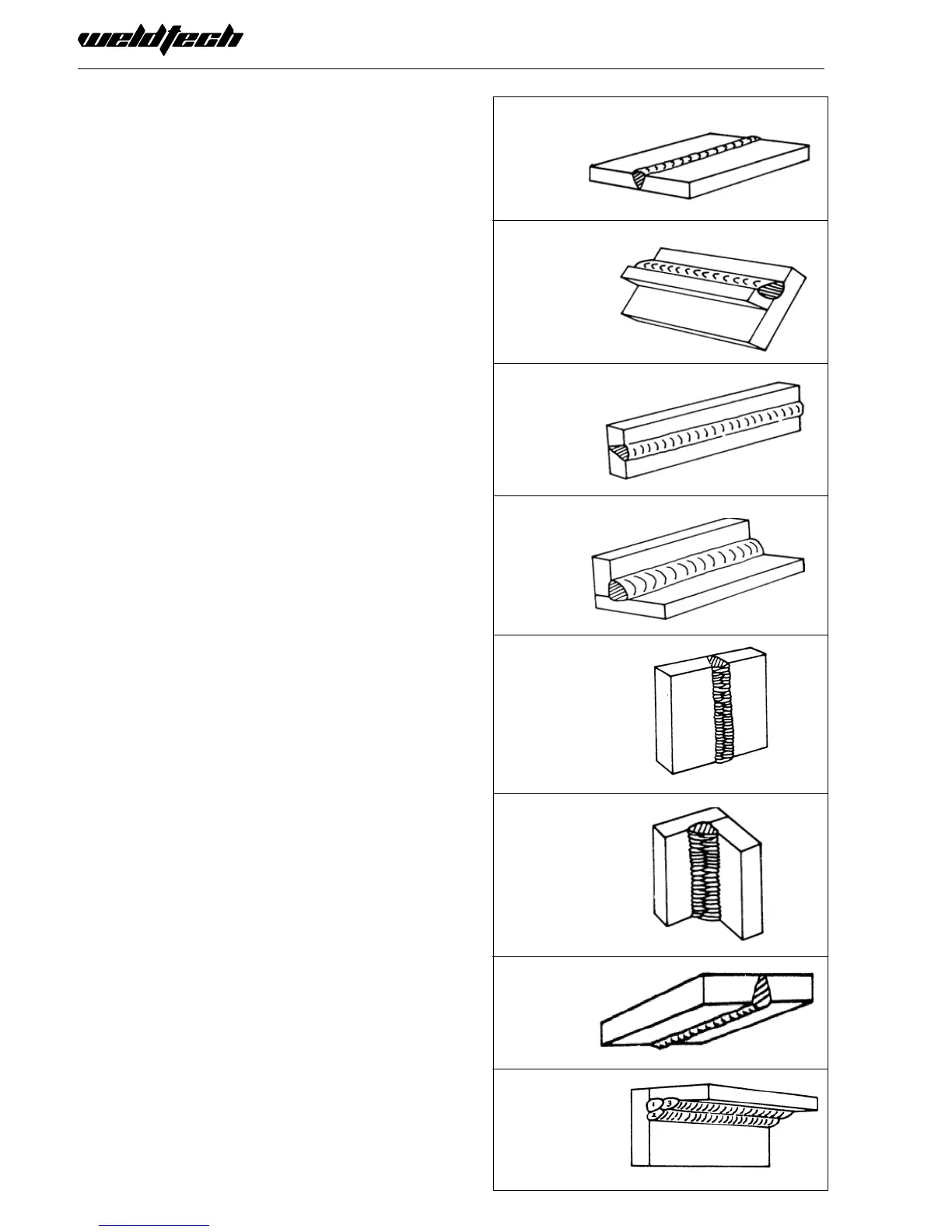
Flat Position,
Down Hand Butt Weld
(Fig 1-11)
Flat Position,
Gravity Fillet Weld
(Fig 1-12)
Horizontal Position,
Butt Weld
(Fig 1-13)
Horizontal-Vertical
(HV) Position
(Fig 1-14)
Vertical Position,
Butt Weld
(Fig 1-15)
Vertical Position,
Fillet Weld
(Fig 1-16)
Overhead Position,
Butt Weld
(Fig 1-17)
Overhead Position,
Fillet Weld
(Fig 1-18)
MMA (Stick) Basic
Welding Guide
Size of Electrodes
The electrode size is determined by the thickness of
metals being joined and can also be governed by
thetypeofweldingmachineavailable.Smallweld-
ingmachineswillonlyprovidecurrent(amperage)to
run smaller sized electrodes.
Forthinsections,itisnecessarytousesmallerelec-
trodes otherwise the arc may burn holes through
the job. A little practice will soon establish the most
suitableelectrode for a given application.
Storage of Electrodes
Always store electrodes in a dry place and in their
original containers.
Electrode Polarity
Electrodes are generally connected to the electrode
holder with the electrode holder connected positive
polarity.
The work lead is connected to the negative polarity
and is connected to the work piece. If in doubt con-
sult the electrode data sheet.
Eects of MMA(Stick) Welding on
Various Materials
High Tensile and Alloy Steels
The two most prominent eects of welding these
steels are the formation of a hardened zone in the
weld area, and, if suitable precautions are not taken,
the occurrence in this zone of under-bead cracks.
Hardenedzoneandunderbeadcracksintheweld
area may be reduced by using the correct elec-
trodes, preheating, using higher current settings,
using larger electrodes sizes, short runs for larger
electrode deposits or tempering in a furnace.
Manganese Steels
The eect on manganese steel of slow cooling from
hightemperaturescausesembrittlement.Forthis
reason it is absolutely essential to keep manganese
steelcool during welding by quenching after each
weld or skip welding to distribute the heat.
Cast Iron
Mosttypesofcastiron,exceptwhiteiron,areweld-
able. White iron, because of its extreme brittleness,

 Loading...
Loading...