25
WT200MP Welding Machine
www.weldtech.net.nz
TIG Basic Welding
Guide
TIGWeldingisafusionprocedurethatusesanelec-
tricARCcreatedbetweenaninfusibletungstenelec-
trodeandbasematerialtobewelded.ForTIGweld-
inganinertgasmustbeused(Argon)whichprotects
the welding bead. If lling material is used, it is made
up of rods suitable to the material to be welded
(steel,stainlesssteel,copperetc).
Electric Current
InertGas
Tungsten Electrode
Deposit
MeltedArea
Penetration
BaseMaterial
ProtectiveGas
Rod
Torch
TIG Welding
(Fig 15)
InTIGmode,weldingispossibleinallpositions:at,
angle,on theedge, vertical and overhead.Further-
more, with respect to other types of welding, the
welding joint has greater mechanical resistance,
greater corrosion resistance and limited heating in
the welded area which limits distortion. Welding can
be done even without weld material, guaranteeing a
smooth, shiny weld with no impurities or slag.
Tig Electrode Selection
and Preparation
Electrode Polarity
ConnecttheTIGtorchtothenegative(-)torchtermi-
nalandtheworkleadtothepositive(+)worktermi-
nal for direct current straight polarity. Direct current
straight polarity is the most widely used polarity for
DCTIG welding. It allows limited wearof the elec-
Tungsten Electrode
Tapered End
2.5xElectrodeDiameter
(Fig 16-1)
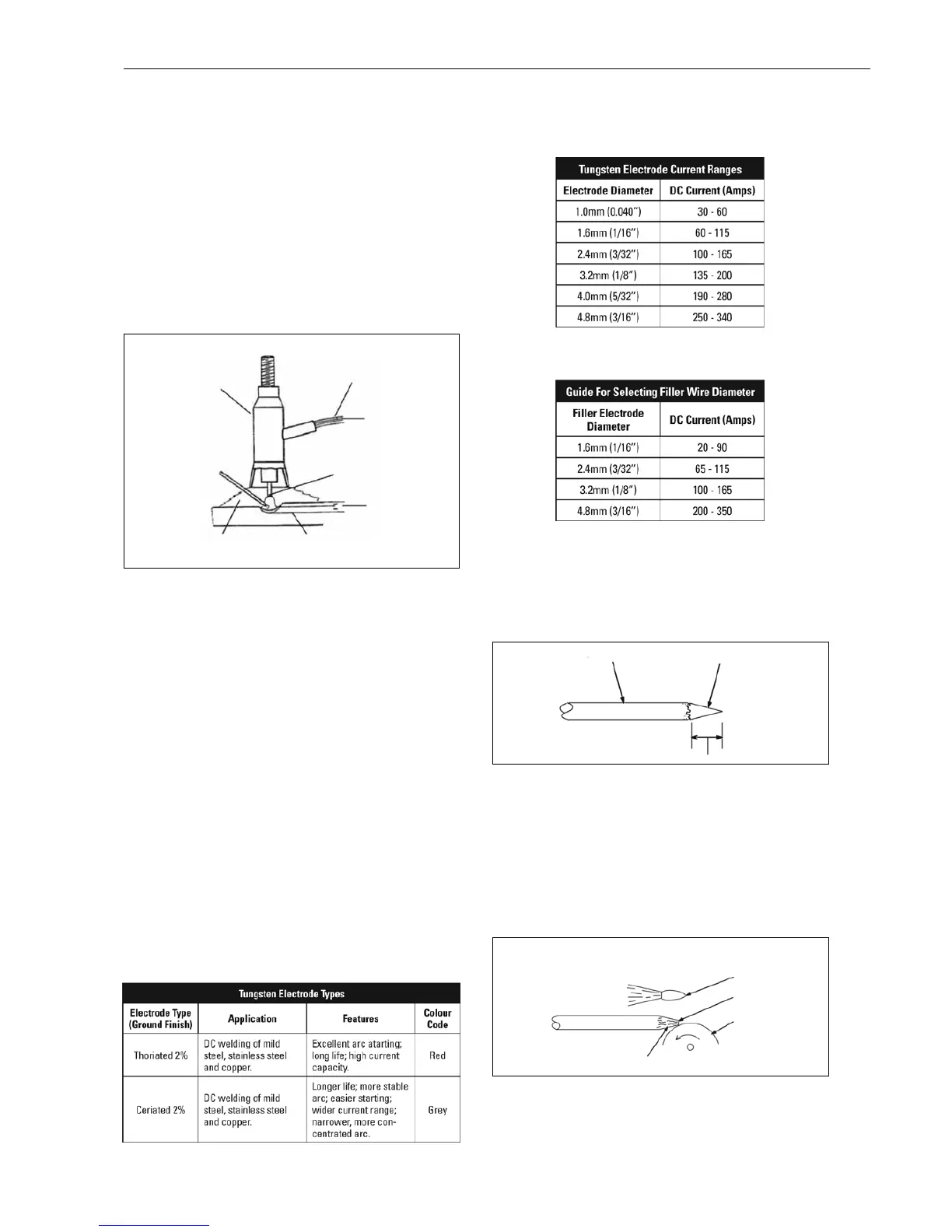
Preparing Tungsten for DC Electrode Negative
(DCEN) Welding
2.5 x Electrode Diameter
Grind end of tungsten on ne grit, hard abrasive
wheel before welding. Do not use wheel for other
jobs or tungsten can become contaminated causing
lower weld quality.
(Fig 16-2)
StableARC
Grinding
Wheel
Ideal Tungsten Preparation - Stable ARC
Diameter of the at determines amperage capacity.
Flat
StraightGround
trode since 70% of the heat is concentrated at the
work piece.

 Loading...
Loading...