OPERATION
GEAR TRAIN
WARNING! Before making any of these adjustments, turn off and unplug the lathe from its power source.
NOTE: This lathe is designed
for use with plastic gears. This
is intentional, so that if you
make a mistake and a gear or
the lead screw binds up, a gear
will break, rather than the mo-
tor. The gears are much easier
and less expensive to replace.
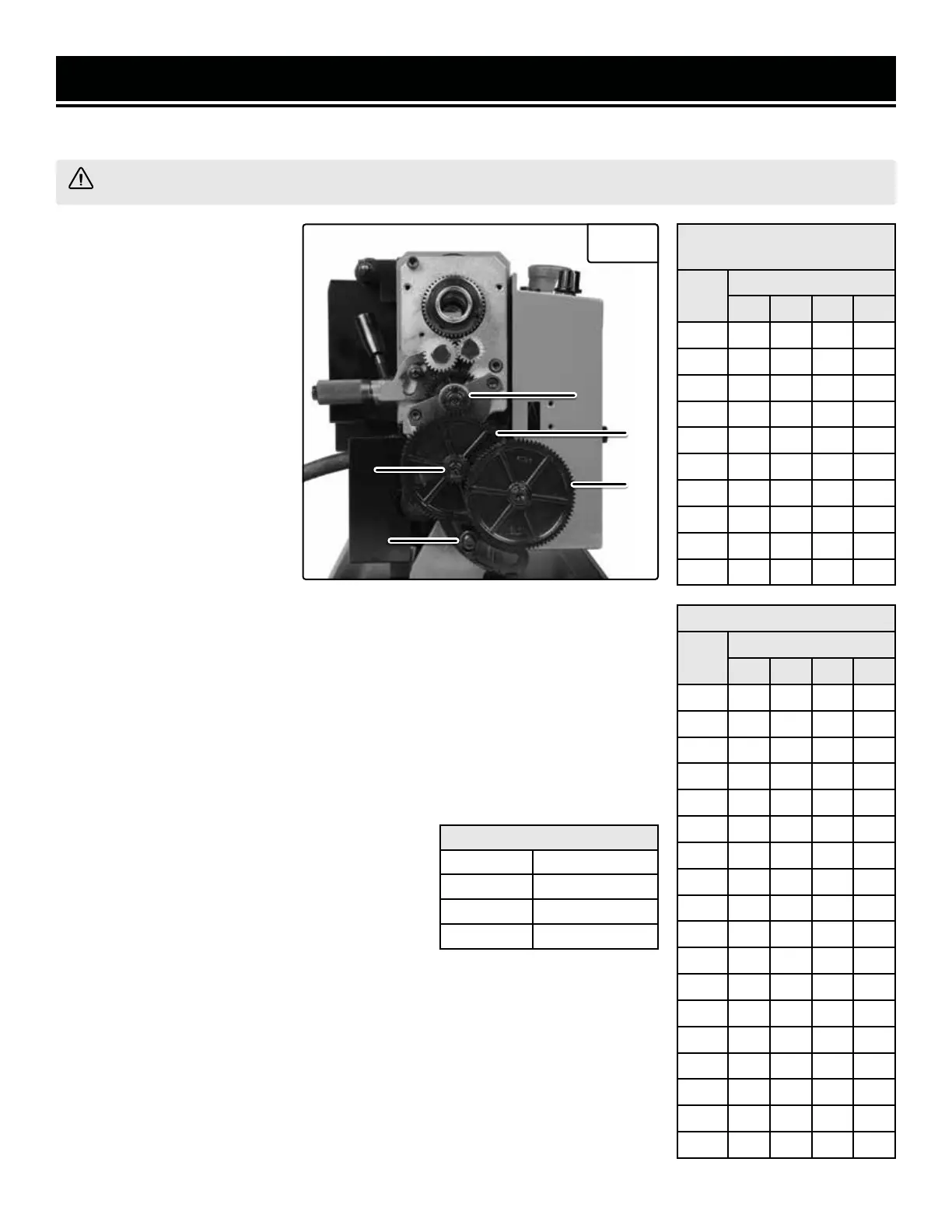
The gear train is located on the
headstock opposite the spin-
dle. The drive gears are located
under a cover secured by two
socket head cap screws. The
gear train is used to drive the
lead screw’s speed, allowing
the auto-feed function to oper-
ate. As the gear train turns, it
Fig. 8
AAA
BBB
DDD
CCC
AdjusterAdjusterAdjuster
METRIC THREAD PITCH
CHART
Pitch
Gear Size (mm)
A B C D
0.4 20 50 40 60
0.5 20 50 / 60
0.6 40 50 30 60
0.7 40 50 35 60
0.8 40 50 40 60
1.0 20 60 / 30
1.25 50 40 / 60
1.5 40 60 / 40
1.75 35 60 / 30
2.0 40 60 / 30
THREADS PER INCH (TPI)
TPI
Gear Size (mm)
A B C D
12 40 65 / 30
13 40 65 60 30
14 40 65 / 35
16 40 65 / 40
18 40 65 / 45
19 40 50 60 57
20 40 65 / 50
22 40 65 / 55
24 40 65 / 60
26 40 60 / 65
28 20 65 / 35
32 20 65 / 40
36 20 65 / 45
38 20 50 60 57
40 20 65 / 50
44 20 65 / 55
48 20 65 / 60
52 20 60 / 65
turns the lead screw which moves the carriage across the bed of the lathe. The
direction is set using the lead screw direction lever. Adjusting it to forward will send
the carriage towards the headstock. Reverse sends it away, and neutral disengages
the lead screw so the carriage can be manually fed.
The feed rate of the lead screw can be set by changing the gears in the gear train
(Fig. 8). Switching the diameter of the gears and the order of the gears will change
the lead screw’s speed, allowing for different threads to be turned with the lathe.
The Threading Chart to the right shows the gear arrangements to use to achieve
different threads per inch (TPI) or metric pitches when using the lead screw.
FACTORY SETTINGS
A 20
B 80
C 20
D 80
To change the gears:
1. Using the 4mm hex wrench, remove the 2
mounting screws on the gear cover. Then remove
the gear cover.
2. Loosen the adjustment nut at the bottom of the
gear train to disengage the gears from one anoth-
er. Loosen the socket head cap screws that hold
each gear (or gear pair) on its shaft. Remove the necessary gears and replace them
with the appropriate gears. That is, the gears that have the proper number of teeth
in the positions called for (30, 40, 60, and 65 teeth). Note that some configurations
do not require gears in every position, and some require you to move the bushings
from one shaft to another for gears to properly fit in place.
3. Position the gears so their teeth will mesh together properly once the adjuster
is tightened.
15