Foundation: 2207, 2208, DIN 16932 German association for welding
Miniplast 2 / 110
Miniplast 2 / 110Miniplast 2 / 110
Miniplast 2 / 110
Maxiplast / 501 / 900 / 955
Maxiplast / 501 / 900 / 955Maxiplast / 501 / 900 / 955
Maxiplast / 501 / 900 / 955
Instaweld 160
Instaweld 160Instaweld 160
Instaweld 160
2000 / 3000 Kombi
2000 / 3000 Kombi2000 / 3000 Kombi
2000 / 3000 Kombi
2500 DO 160 / 250 / 315
2500 DO 160 / 250 / 3152500 DO 160 / 250 / 315
2500 DO 160 / 250 / 315
ASM160 / ASM 315
ASM160 / ASM 315ASM160 / ASM 315
ASM160 / ASM 315
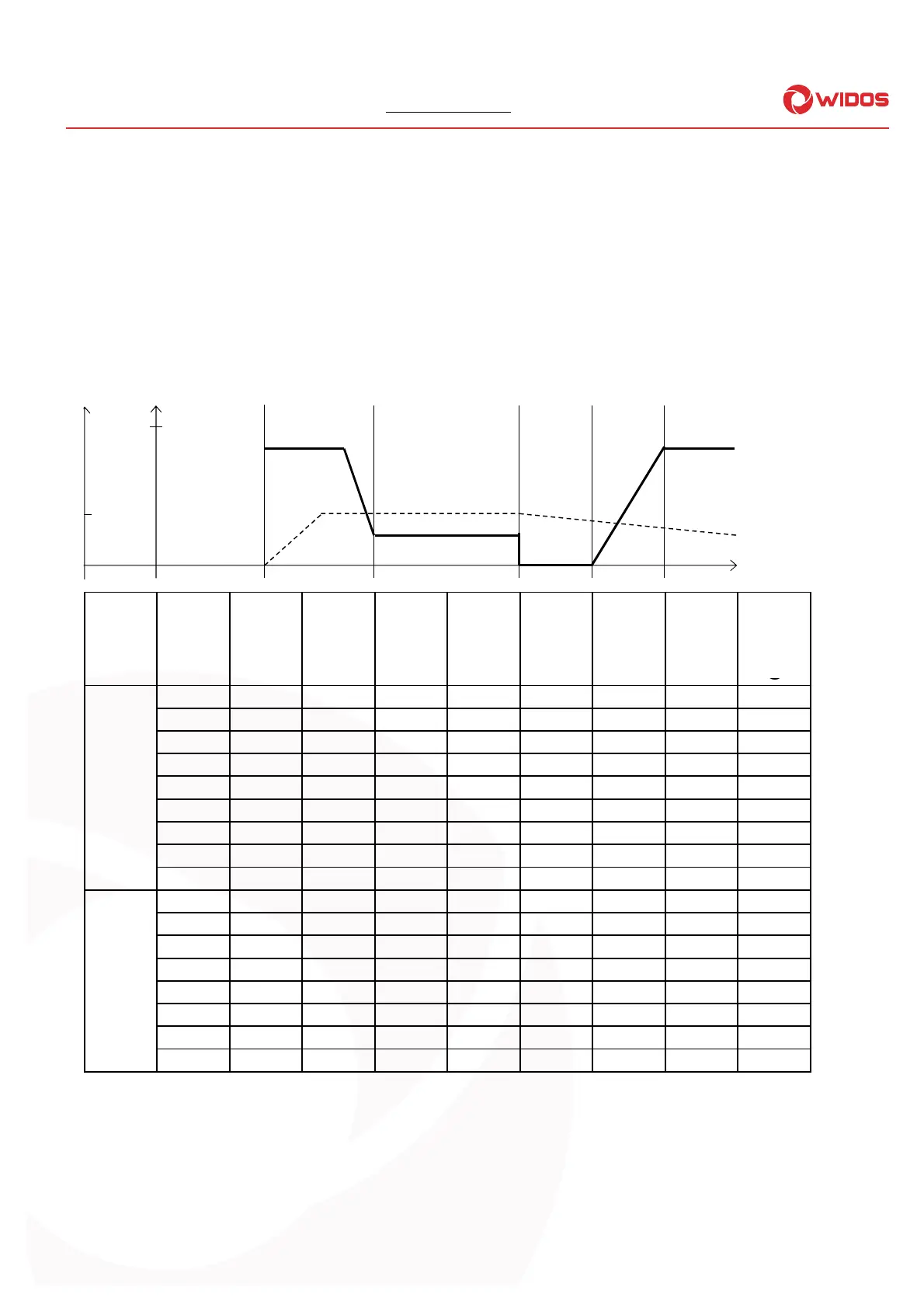
time to
time totime to
time to
change-
change-change-
change- reach full
reach fullreach full
reach full
over
overover
over welding
weldingwelding
welding cool-down time
cool-down timecool-down time
cool-down time
0,10 (PP) time
timetime
time pressure
pressurepressure
pressure
pressure in
T
desired
temperature
time
Table for PP
Table for PPTable for PP
Table for PP
The standard value for heating element temperature is 210° C +/- 10° C.
The
smaller
smallersmaller
smaller
the pipe wall the
welding area
in welding area
P (N/mm²)
bead-up
bead-upbead-up
bead-up heat-up
heat-upheat-up
heat-up
Additional to the given bead-up force and to the welding force the moving force of the support must be added !
16.05.2017 Working instructions WIDOS manual machine Page 25 / 6 of 41