LOWR
Lower unit
6-23
6C13G11
Shimming
NOTE:
• Shimming is not required when assembling
the original lower case and inner parts.
• Shimming is required when assembling the
original inner parts and a new lower case.
• Shimming is required when replacing the
inner part(s).
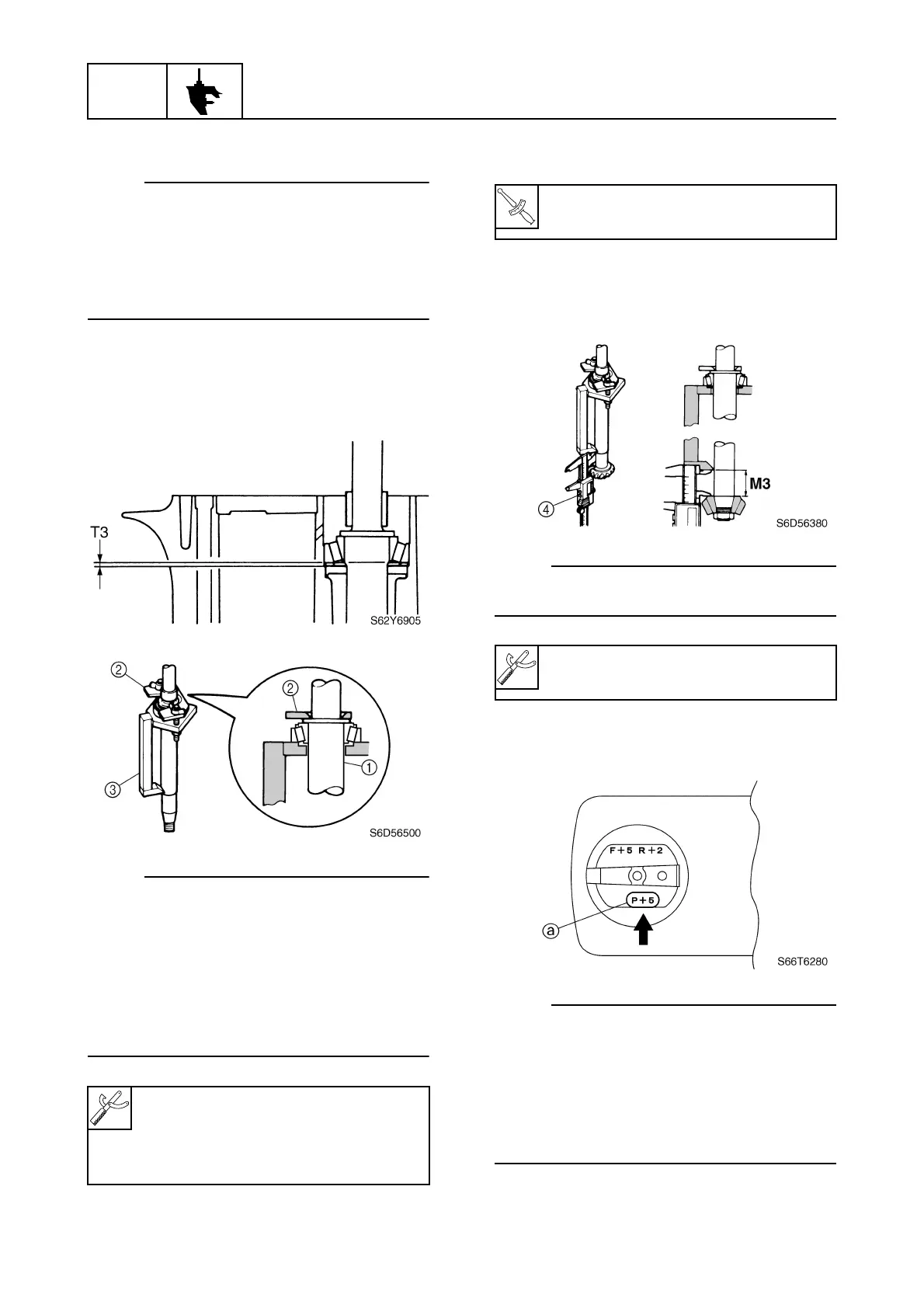
Selecting the pinion shims
1. Install the special service tools onto the
drive shaft
1
and drive shaft bearing.
NOTE:
• Select the shim thickness (T3) by using the
specified measurement(s) and the calcula-
tion formula.
• Install the special service tools onto the
drive shaft so that the shaft is at the center
of the hole.
• Tighten the wing nuts another 1/4 of a turn
after they contact the plate
2
.
2. Install the pinion and pinion nut, and then
tighten the nut to the specified torque.
3. Measure the distance (M3) between the
special service tool and the pinion as
shown.
NOTE:
Measure the pinion at three points to find the
distance average.
4. Calculate the pinion shim thickness (T3)
as shown in the examples below.
NOTE:
“P” is the deviation of the lower case dimen-
sion from standard. The “P” mark
a
is
stamped on the trim tab mounting surface of
the lower case in 0.01 mm units. If the “P”
mark is unreadable, assume that “P” is zero
and check the backlash when the unit is
assembled.
Pinion height gauge plate B
2
:
90890-06712
Pinion height gauge
3
:
90890-06710
Pinion nut:
74 N·m (7.4 kgf·m, 54.6 ft·lb)
Digital caliper
4
: 90890-06704