ADTECH9 Series CNC Programming Manual
necessary hole processing parameters except F must be re-specified,
even if these parameters aren’t changed.
X axis positions the instruction point and processes the hole, and hole
processing parameter Z is changed in this segment.
Position the XY instruction point and process the hole, and the hole
processing mode is changed to G98. R, P are specified by 7, and Z is
specified by 7.
The fixed cycle mode is canceled, and all hole processing parameters
except F are canceled.
In the following diagrams, we use the modes below to indicate the feeding of every segment:
Indicate motion in quick feeding speed
Indicate motion in cutting feeding speed
Indicate manual feeding
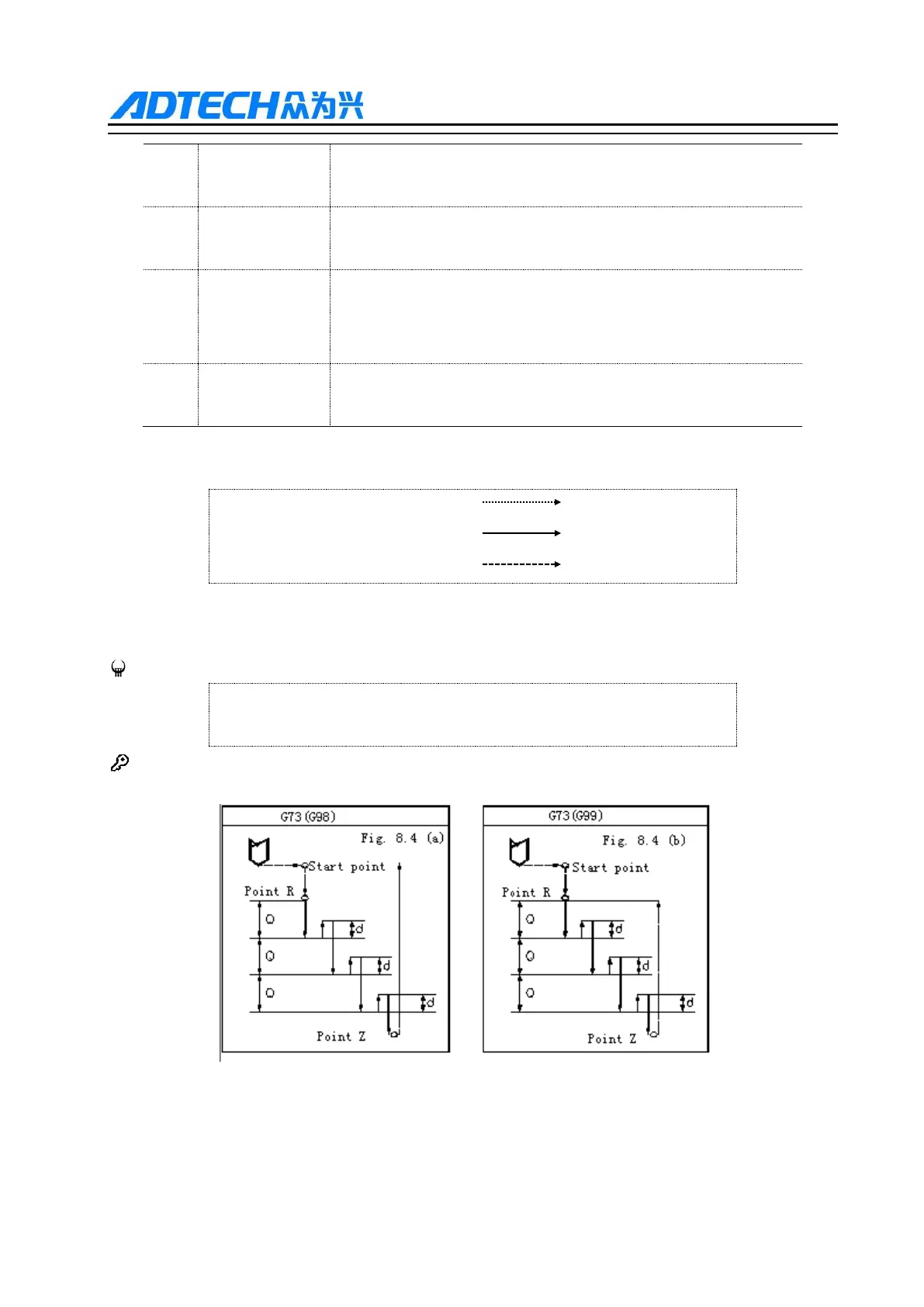
2.4.1. High-speed deep-hole drilling cycle (G73)
Format:
Format: G73 X_ Y_ Z_ R_ Q_ F_
Details:
High Speed Deep Hole Drilling Cycle Diagram
The feeding from point R to point Z is finished in several segments; after cutting every segment, Z axis lifts for
certain distance, and then executes cutting feeding for next segment.
The distance that Z axis lifts every time is d, which is specified by parameter P1.015,G73(M)circulating tool