24
6.SMAW/Gouging switch
It is used to switch between SMAW and Gouging mode.
7.Arc length “L/S/M” switch
In SMAW mode:
Long: output cable length is more than 25m, less than 40m;
Short: output cable length is less than 10m;
Middle: output cable length is more than 10m, less than 25m;
It is on “Long” position when in carbon arc gouging welding.
8. “Arc force current” regulation knob
It is used to adjust arc force current on panel control mode.
When welding, short circuit between wire and work piece may occur because of operation or droplet transfer. In order to
avoid short circuit or wire stick, when arc voltage is low, increase current to shorten the droplet transfer time.
9.Start current regulation knob
It is used to adjust arc starting current under SMAW mode.
Before start arc, work piece is on cold state, increase arc start current so as to improve heat input, which makes the arc start
easier.
10.“Welding current” regulation knob
It is used to adjust welding current on panel control mode.
Preset proper welding current according to work piece thickness, groove shapes, welding position, wire diameter, etc.
Welding current decides welding seam depth and wire molten rates.
11.Positive output terminal (+)
Connect with electrode holder via welding cable in SMAW.
In carbon arc gouging, it is connected to the gouging torch.
12.Negative output terminal (-)
Connect with work piece via ground cable.
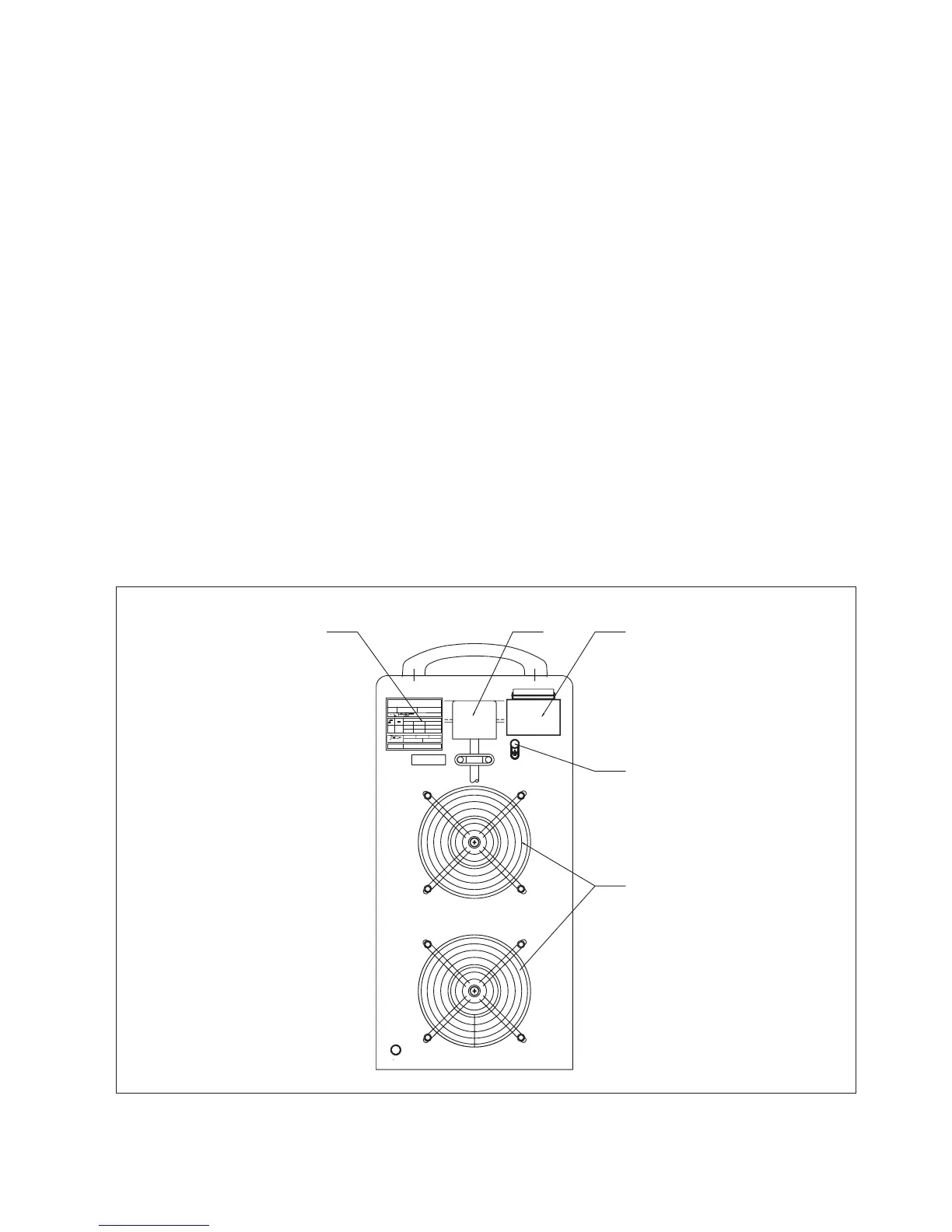
Rear panel
Fig. 5-3-2: Rear panel
3/ N/ PE ~ 380 V 05Hz
3~
f
2
f
1
MODEL
No.
STANDARD:GB155 79.1- 2004
ARC1000
INSULATION DE GREE:
MADE NI
U
1
=380V
3
~
60Hz
I
1max
=83 A I
1eff
=83A
I
2
X
U
2
10 0%
U
0
=80V
60A/22.4V~1000A/44V
10 00A
44V
PROTE CTION DE GR EE: HIP21S
123
4
5
 Loading...
Loading...

