Tungsten Electrodes
Tungsten is a rare metallic element used for manufacturing TIG welding electrodes. The TIG process relies on tungsten’s
hardness and high-temperature resistance to carry the welding current to the arc. Tungsten has the highest melting point of
any metal, 3,410 degrees Celsius.
Tungsten electrodes are nonconsumable and come in a variety of sizes, they are made from pure tungsten or an alloy of
tungsten and other rare earth elements. Choosing the correct tungsten depends on the material being welded, the amount of
amps required and whether you are using AC or DC welding current.
Follow are common used tungsten types: Thoriated, Ceriated, Lanthanated, Zirconiated
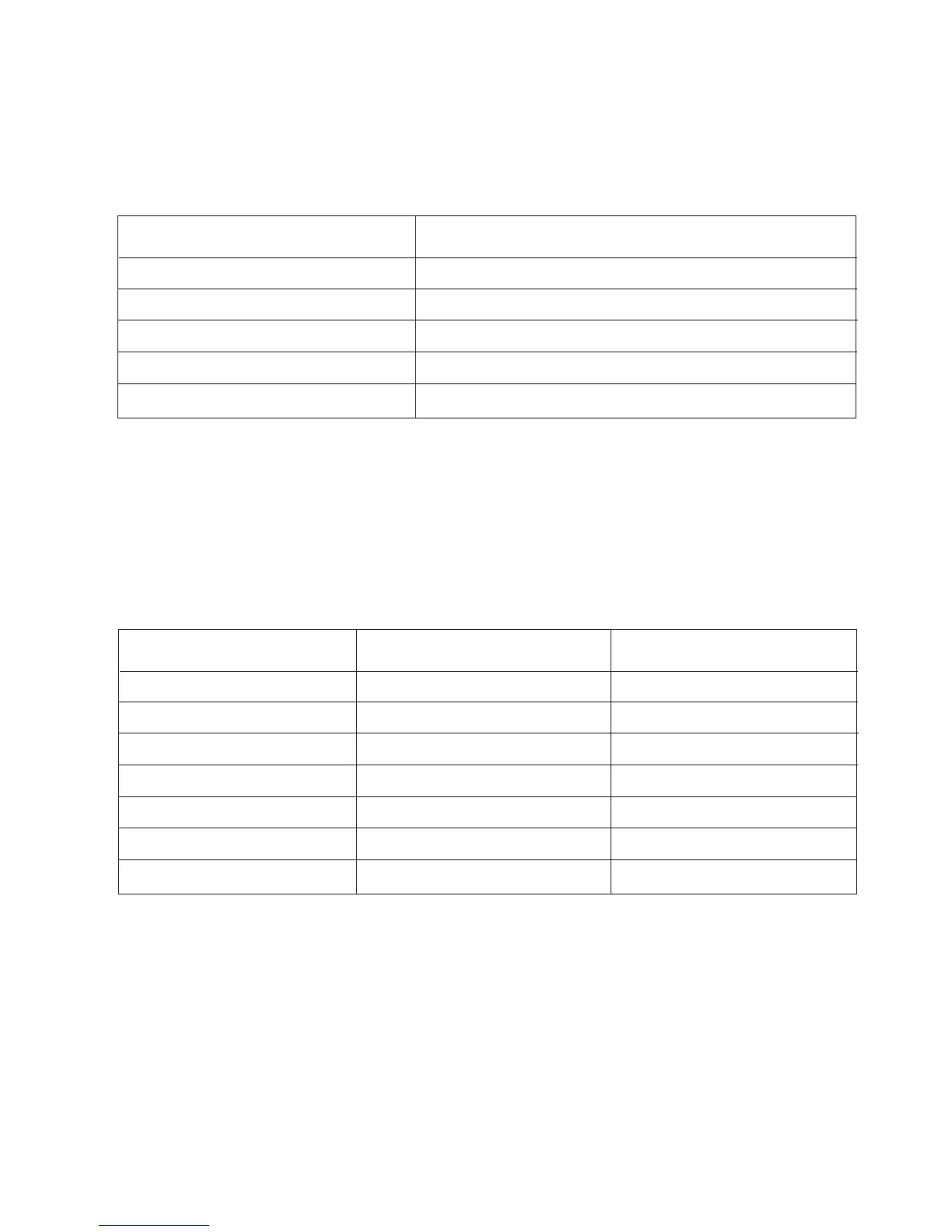
Tungsten Diameter(mm) DC Current Amps Torch Negative 2% Thoriated
1.0mm
1.6mm
2.4mm
3.2mm
4.0mm
15 - 80
70 -150
150 - 250
250 - 400
400 - 500
Table 14-1-1: Tungsten electrodes rating for welding currents
Tungsten Preparation
Always use DIAMOND wheels when grinding and cutting. While tungsten is a very hard material, the surface of a diamond
wheel is harder, and this makes for smooth grinding. Grinding without diamond wheels, such as aluminum oxide wheels, can
lead to jagged edges, imperfections, or poor surface finishes not visible to the eye that will contribute to weld inconsistency
and weld defects.
Always ensure to grind the tungsten in a longitudinal direction on the grinding wheel. Tungsten electrodes are manufactured
with the molecular structure of the grain running lengthwise and thus grinding crosswise is “grinding against the grain.” If
electrodes are ground crosswise, the electrons have to jump across the grinding marks and the arc can start before the tip
and wander. Grinding longitudinally with the grain, the electrons flow steadily and easily to the end of the tungsten tip. The
arc starts straight and remains narrow, concentrated, and stable.
Tungsten Diameter
1.0mm
1.6mm
1.6mm
2.4mm
2.4mm
3.2mm
3.2mm
Table 14-1-2: Tungsten diameter rating for angle and current
Constant Included Angle - Degrees
20
25
30
35
45
60
90
Current Range Amps
05 - 30
08 - 50
10 - 70
12 - 90
15 - 150
20 - 200
25 - 250
14-2 SMAW (Stick) welding technique
One of the most common types of arc welding is manual metal arc welding (MMA) or stick welding. An electric current is
used to strike an arc between the base material and a consumable electrode rod or ‘stick’. The electrode rod is made of a
material that is compatible with the base material being welded and is covered with a flux that gives off gaseous vapours
that serve as a shielding gas and providing a layer of slag, both of which protect the weld area from atmospheric
contamination. The electrode core itself acts as filler material the residue from the flux that forms a slag covering over the
weld metal must be chipped away after welding.
82