55
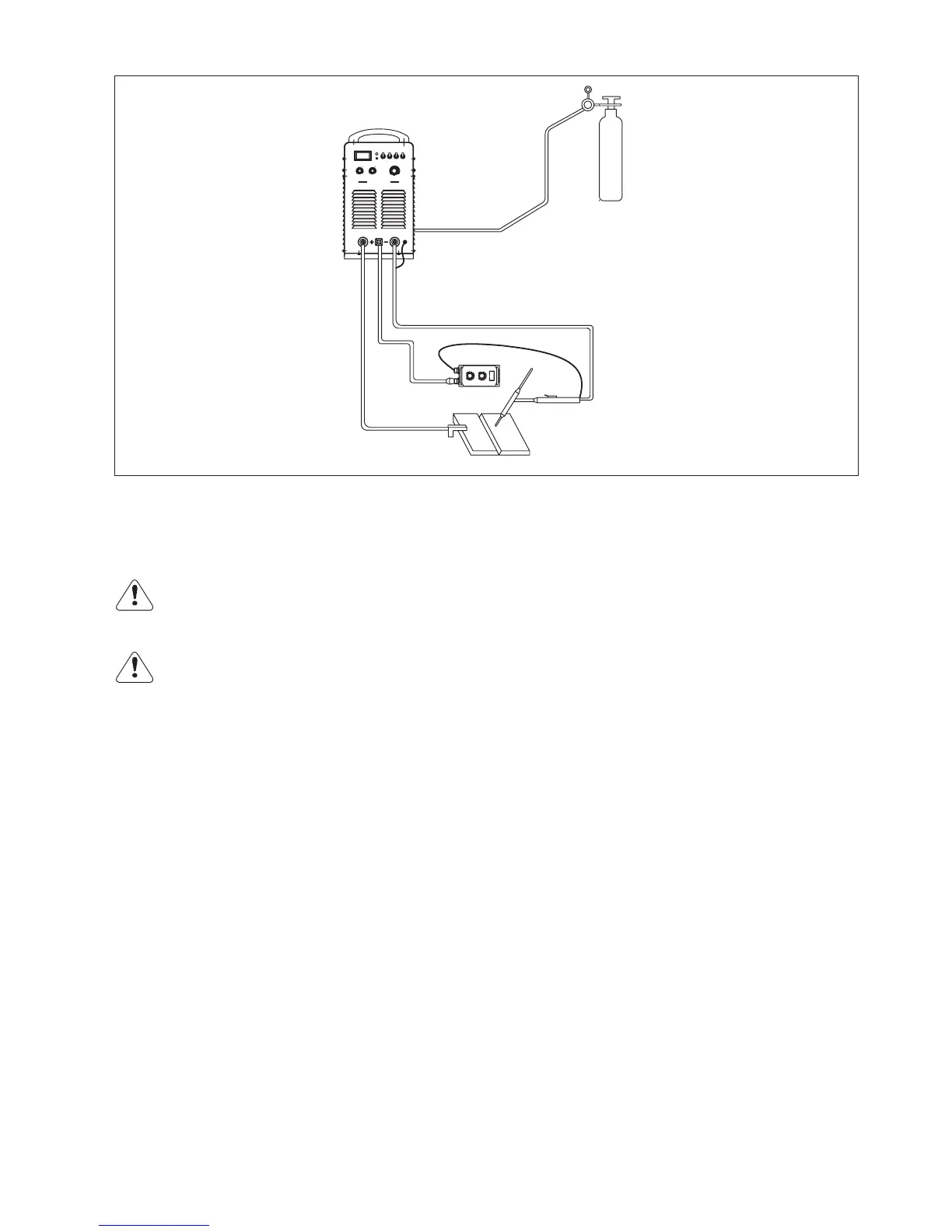
Fig. 8-5-1: Installation
Input power supply cable requirement
Please refer to “ARC315/400/500/630” the relevant “4-5 Installation and operation” in details.
Operating guide
Warning! Operating the welding machine incorrectly can cause serious injury and damage. Do not use the functions
described here until you have read and completely understood all the following guides:
-“safety rules”
-“before commissioning”
Warning! Electric shock is very dangerous. As soon as the power source is switch on, the welding electrode is
power on. Make sure that the electrode does not touch any person or conductor or grounded parts (e.g. lifting
appliance etc.)
SMAW welding with basic electrode: E7016/E7018
1.Connect electrode holder with output terminal (+), connect work piece with output terminal (-);
2.Place switch on “ON” position, power on;
3.Choose “Panel control” mode on control panel;
4.Choose “Amp/Volt” switch on “Amp” position;
5.Choose “SMAW/TIG” switch on “SMAW” position;
6.Adjust arc start current, arc force current, welding current according to wire diameter, welding position;
7.Welding
Simple TIG welding
1.Screw shielding gas regulator onto the gas cylinder and tighten it; connect gas hose with shielding gas regulator
and gas inlet on welding machine rear panel;
2.Connect torch with output terminal (-), connect work piece with output terminal (+);
3.Place switch on “ON” position, power on;
4.Choose “SMAW/TIG” switch on TIG position;
5.Choose “Panel control” mode on control panel;
6.Choose “Amp/Volt” switch on “Amp” position
7.Adjust welding current according to plate thickness
8.Open gas valve of shielding gas regulator, adjust flow rate (if use V type torch (with air valve), need to open the
air valve);
9.Scratch arc starting;
10.Welding;
11.Pull out the electric arc
12.Post gas flow for about 3~5s, close gas valve of shielding gas regulator (if use V type torch (with air valve), may
close the air valve).
HF TIG welding
1.Screw shielding gas regulator onto the gas cylinder and tighten it; connect gas hose with shielding gas regulator
and gas inlet on welding machine rear panel;
2.Connect torch with output terminal (-), connect work piece with output terminal (+);
;
;
9
A/V
5 6
7
8
9
10
4
3
2
11
2
3
4
10
8
7
65
SMAW
4-STEP REMOTE
PANEL
PROTECR ION
TIG400
STAR T C URRENT
Inverter MMA / TIG Ar c W e lding M a chine
Workpiece
V
A TIG
ARC FO RC E/DO WN -SLOPE T I ME
WELDI NG C U RR ENT
2-STEP
1
5 6
8
10
7
2
4
9
3
1
10
5 6
8
2
3
4
7
9
A
ARC OFRCE/DECAY TMI E
WELDING CURRE NT