It is used to adjust arc force current under SMAW.
When welding, short circuit between wire and work piece may occur because of operation or droplet transfer. In
order to avoid short circuit or wire stick, when arc voltage is low, increase current to shorten the droplet transfer
time.
10. Start current regulation knob
It is used to adjust arc starting current under SMAW mode.
Before start arc, work piece is on cold state, increase arc start current so as to improve heat input, which makes
the arc start easier.
11.Down slope time” regulation knob
It is used to adjust crater filler time on TIG.
Down slope time is time from welding current to crater filler current. Prolong this time can decrease heat on crater
filler mode, reduce the temperature of welding seam tail, reduce gas hole or sinkhole problems caused by
temperature drop, and decrease crater filler hole.
12. Positive output terminal (+)
It is used to connect with electrode holder via welding cable on SMAW mode, connect to work piece via ground
cable on TIG mode.
13. Remote control cable/ TIG torch cable socket
It is used to connect to the wire remote controller with remote control cable to adjust welding current, arc force
current or down slope time when it is on the “Remote control” mode, used to weld in extended distance.
To weld in normal distance on TIG, it is used to connect TIG torch's control cable directly.
14. Negative output terminal (-)
It is connected to work piece via ground cable on SMAW mode and connected to TIG torch welding cable on TIG
mode.
15. Gas outlet
Connect to TIG torch gas hose.
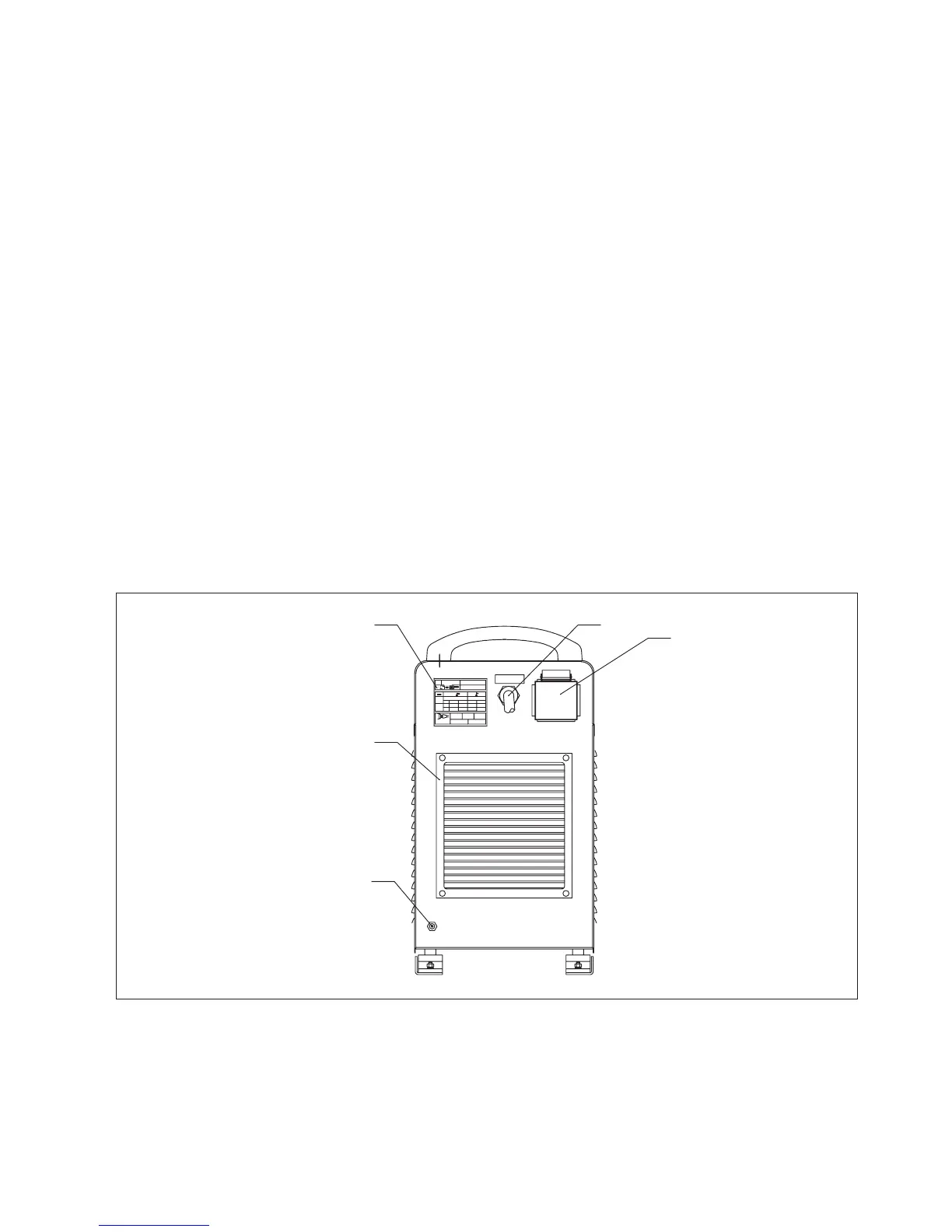
Rear panel
Fig. 10-3-2: Rear panel
20A/11V~400A/ 26V20A/21V~400A /36V
3~
f
2
f
1
U
1
=40 0V I
1m ax
=27 A I
1ef f
=21 A
3~50Hz
TIG400Ⅱ
No.
IP21S
INSULATION DEGREE:
MODEL
GB15579 .1-2004
STANDARD:
60%
400A
36V
U
2
I
2
X
60%
400A
100%
310A
32.4V 26V
310A
22.4V
U
0
=83 V
100%
PROTECTION DEG REE:
H
3/ PE
~
220 -440V 5H0 z
2
1
3
4
5
1. Circuit beaker
The function of circuit breaker is to protect welding machine by automatic trip to turn-off power supply while in
machine overload or failure. Normally, the switch flipped to upward means power-on. Use switch on the switch box
to start or stop welding machine. Don’t use this circuit breaker as power switch.
2. Input power cable
It is 4-pin cable. The mixed-colored wire must be firmly grounded, the rest wires connect to corresponding 3-phase
power supply.
70