15
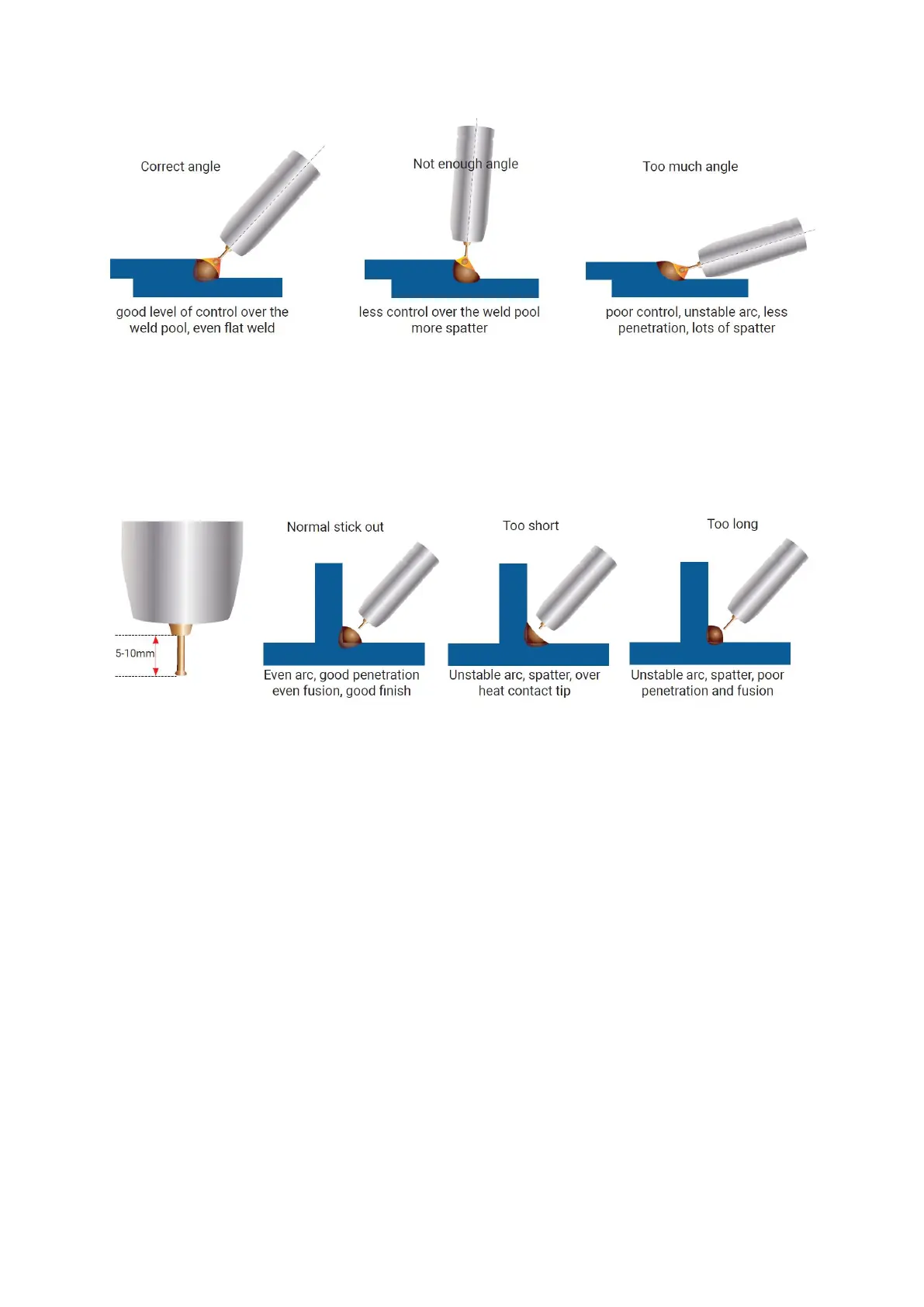
4) Stick Out
Stick out is the length of the unmelted wire protruding from the end of the contact tip. A constant
even stick out of 5-10mm will produce a stable arc, and an even current flow providing good
penetration and even fusion. Too short stick out will cause an unstable weld pool, produce spatter
and over heat the contact tip. Too long stick out will cause an unstable arc, lack of penetration, lack
of fusion and increase spatter.
4.4 Travel Speed
Travel speed is the rate that the gun is moved along the weld joint and is usually measured in mm
per minute. Travel speeds can vary depending on conditions and the welders skill and is limited to
the welders ability to control the weld pool. Push technique allows faster travel speeds than Drag
technique. Gas flow must also correspond with the travel speed, increasing with faster travel speed
and decreasing with slower speed. Travel speed needs to match the amperage and will decrease
as the material thickness and amperage increase.
1) Too Fast Travel Speed
A too fast travel speed produces too little heat per mm of travel resulting in less penetration and
reduced weld fusion, the weld bead solidifies very quickly trapping gases inside the weld metal
causing porosity. Undercutting of the base metal can also occur and an unfilled groove in the base
metal is created when the travel speed is too fast to allow molten metal to flow into the weld crater
created by the arc heat.
2) Too Slow Travel Speed
A too slow travel speed produces a large weld with lack of penetration and fusion. The energy from
the arc dwells on top of the weld pool rather than penetrating the base metal. This produces a wider
weld bead with more deposited weld metal per mm than is required resulting in a weld deposit of
poor quality.
3) Correct Travel Speed
Digital Welder Expert, Know You More
https://www.arccaptain.com