36
C
Anslutning till
förbrukningsnätet
Innan anslutning av svetsen till
förbrukningsnätet kontrollera att uppgif-
terna på märkplåten motsvarar tryck,- och
nätfrekvensvärden och att huvud-
strömbrytaren på svetsen är i läge “0”.
Anslut endast svetsen till matningsnät
med neutral öppen jordning.
Denna anläggning har projekterats för nominell
spänning V.230 50/60Hz. Den kan även drivas
utan problem med spänning på V.220 och
V.240 50/60Hz. Koppling till nätet ska utföras
med den trepoliga kabeln som bifogas med
anläggningen, varav:
• 2ledare för anslutning av maskinen till nätet;
• den 3, med färg GUL-GRÖN, för anslutning
till “JORD”.
Anslut till matningskabeln en stickpropp
(2p+t) anpassad och predisponerad ett
uttag till nätet med säkring eller
automatisk strömbrytare; det jordade
uttaget bör anslutas till den jordade leda-
ren (GUL-GRÖN) i strömnätet.
Tabell 2 visar rekommenderbara värden för
säkringar utvalda enligt maximal strömstyrka
hos svetsen och nominellt tryck i nätet.
MÄRK 1: eventuella skarvsladdar bör vara av
rätt typ, i vilket fall som helst inte svagare än
givarkabeln.
MÄRK 2: pga. den anmärkningsvärda
instabilitet av den energi som förses av
motorgeneratorerna, avråder vi anslutningen
av svetsen till denna typen av anläggningar.
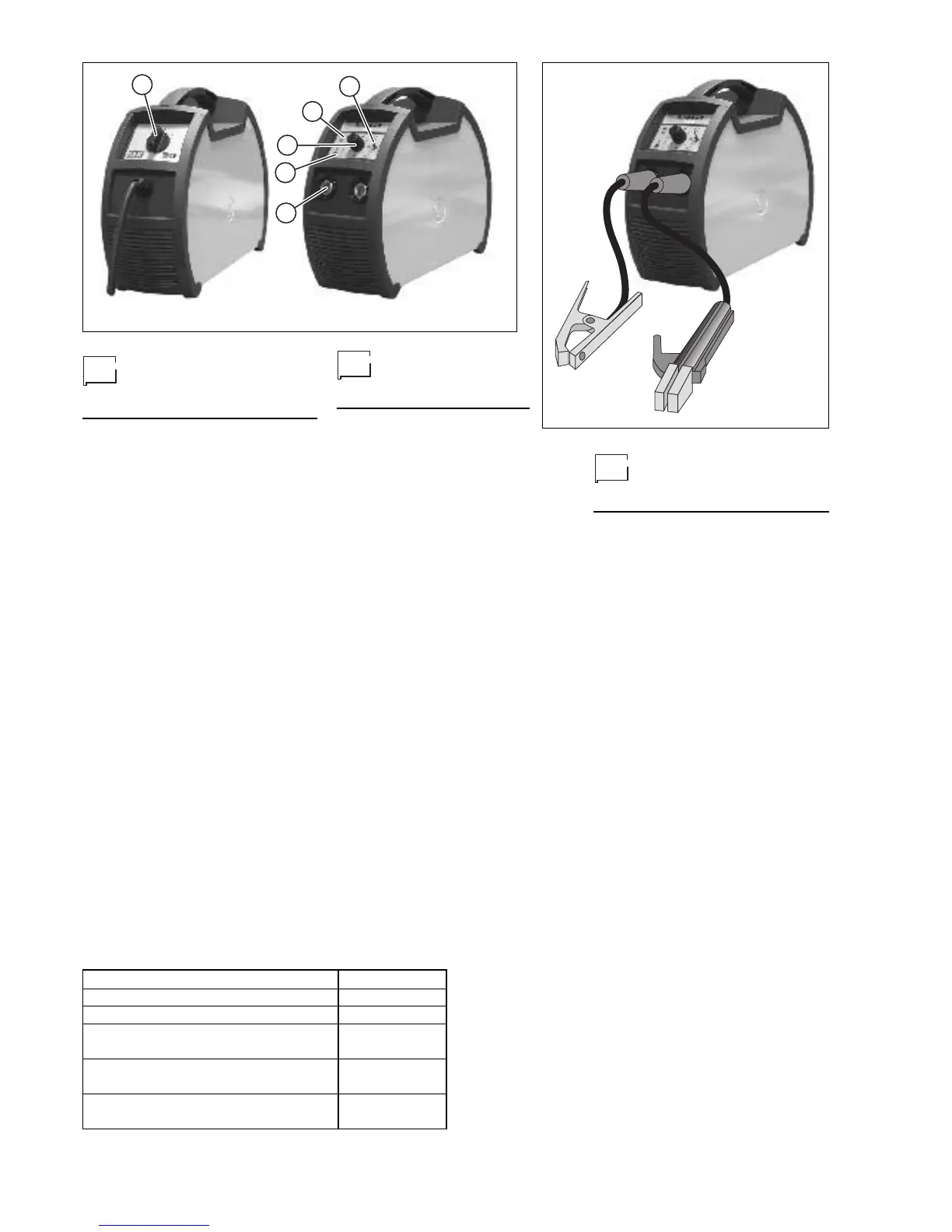
Anslutning av
svetskablar
Koppla alltid kablarna, med maskinen oansluten
till nätet, till uttag (positiv eller negativ) på
svetsen, genom att foga dem till tången och
masskabeln; med rätt polaritet för den elektrod
som kommer att användas (Fig.B).
Välj elektrodindikationer som utformats av fa-
brikanten. Svetskablarna bör vara kortast
möjliga, de bör befinna sig nära varandra och
i höjd av golvet eller i närheten av denna.
SVETSFÖREMÅLET
Svetsföremålet bör alltid vara kopplat till jor-
den för att minska elektromagnetisk emission.
Det lönar sig att se till att anslutningen av svets-
föremålet till jordad kontakt inte ökar risk-
faktorer i arbetet eller skadar annan elektrisk
apparatur.
När det är nödvändigt att ansluta svets-
föremålet till jorden, är det nödvändigt att ut-
föra en direkt anslutning mellan svetsföremål
och jordad källa. I länder där denna förening
inte är tillåten, förena svetsföremålet till jorden
med lämpliga kondensatorer enligt nationella
normer.
SVETSNINGSPARAMETRAR
Tabell 3 visar några allmänna föreskrifter när
det gäller val av elektrod i funktion för tjocklek
att svetsa.
I tabellen föreskrivs värden av strömstyrka med
respektive elektroder för svetsning av vanligt
stål och låg bindning. Många uppgifter har inte
absolut värde utan endast hänvisande; för ett
exakt val följ föreskrifterna angivna av
fabrikanten.
Ström som ska användas är beroende av
svetsläget, typ av sammanfogning och varie-
rar enligt tjocklek och dimensioner hos svets-
föremålet.
Värde av svetsströmmens intensitet för olika
typers svetsning inom regleringsfältet i tabell 4
är:
• Utformad för svetsning i planläge, i frontal-
läge och vertikalt uppåtstigande.
Modell RAINBOW 180
I
2
Max nominal 20% (*) A 180
Installationspotens kVA 4,6
Nominell ström säkring klass “gl”
U1=220 V - 230 V - 240 V
A20
kabelanslutning till nätet
sektion (längd)
mm
2
3 x 2,5
masskabel
sektion
mm
2
25
(*) servicefaktor
TABELL 2
Kommando,- och
kontrollapparaturo
Pos. 1 Linjeströmbrytare. I läge “0”
är svetsen avstängd.
Pos. 2 Snabbkontakt för anslutning av kläm-
elektrodkabel och masskabel.
Pos. 3 Gul kontrollampa TERMOSTAT. Då
denna lampa tänds betyder det att det
termiska skyddet är påkopplat för arbete
sker utanför arbetsförloppet. Vänta några
minuter innan du fortsätter svetsningen.
Pos. 4 Kapacitetmätare för reglering av
svetsström
Pos. 5 Grön kontrollampa
STRÖMTILLFÖRSEL. Då denna lampa är
tänd betyder det att svetsen är tillkopplad
och klar för användning.
Pos. 6 Väljare med 3 olika svetsningsförlopp
• ELEKTROD
För baselektrod-svetsningar med “arc
force” och “hot start “anordningar.
• Cr-Ni ELEKTROD
För svetsningar av rostfritt ståll med
speciella egenskaper för mjuk båge
•TIG
För TIG svetsningar med igångsättning
av typen “lift” med termisk kontroll (TCS)
som minimerar insläppet av tungsten och
som tillåter svetsning även på hörn.
Fig. B
Fig. A
1
2
3
4
5
6