41
Ennen hitsausta
TÄRKEÄÄ: ennen hitsauslaitteen käyn-
nistämistä, tarkista uudelleen, että syöttö-
verkon jännite ja frekvenssi vastaavat
tietokyltin tietoja.
1) Säädä hitsausvirta käsitellen kojetaulussa
olevaa potentiometria (sij. 4, kuva A).
2) Säädä HITSAUSTYYPIN säädin (sij. 6,
kuva A) sopivimpaan asentoon riippuen
suoritettavan hitsauksen tyypistä.
3) Käynnistä hitsauslaite valiten sij. 1 linjavirran
katkaisijasta (sij. 1, kuva A).
4) Vihreä merkkivalo (sij. 5, kuva A) osoittaa,
että hitsauslaite on jännitteessä ja että se
on valmis käytettäväksi.
Mahdollisten
vaikeuksien kartoitus
ja niiden poistaminen
Useimmat vaikeudet johtuvat syöttö-
linjassa olevista ongelmista. Vian ilmaan-
tuessa toimi seuraavasti:
1) Tarkista linjan jännitearvo.
2) Tarkista, että syöttöjohto on hyvin kiinnitet-
ty pistokkeeseen ja verkon katkaisijaan.
3) Varmista, että verkon sulakkeet eivät ole
palaneet tai löystyneet.
4) Tarkista seuraavien osien viallisuus:
• hitsauslaitteen syöttövirran katkaisija
• pistokkeen pistorasia seinässä
• generaattorin katkaisija.
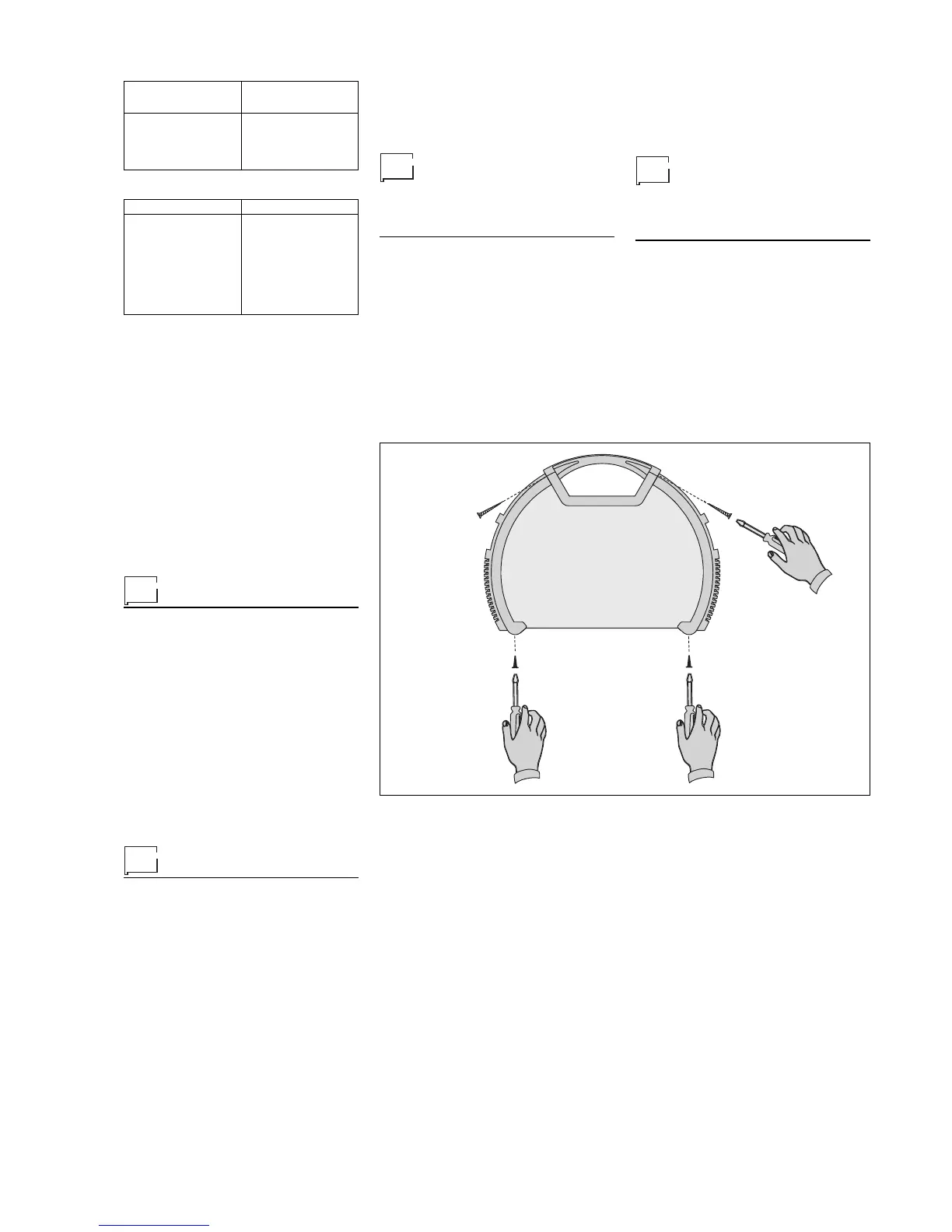
Hitsauskoneen
kokoonpano ja
purkaminen
Toimikaa seuraavalla tavalla:
• Avatkaa 4 ruuvia, joilla taka- ja etulevy on
kiinnitetty
• Avatkaa 2 ruuvia, joilla kahva on kiinnitetty
Hitsauskoneen kokoonpanoa varten
suorittakaa toiminnot päinvastaisessa
järjestyksessä.
Huolto
Huomio: Ennen mitään generaattorin si-
sällä tehtävää tarkastusta irroita laite
sähköverkosta.
VARAOSAT
Alkuperäiset varaosat on suunniteltu nimen-
omaan laitteeseemme sopiviksi. Muiden kuin
alkuperäisten varaosien käyttö voi aiheuttaa
suorituskyvyn ja turvallisuustason heikkenemis-
tä. Valmistaja ei vastaa sellaisista vahingoista,
jotka johtuvat muiden kuin alkuperäisten vara-
osien käytöstä.
GENERAATTORI
Koska nämä laitteet ovat kokonaan staattisia
toimikaa seuraavalla tavalla:
• Säännölliseen generaattorin sisään kerään-
tyneen pölyn ja lian poistamiseen paineilman
avulla. Älä suuntaa paineilman suihkua suo-
sa, etutasossa tai vertikaalisesti nousevasti.
• Keskimääräinen päänyläpuolisille hitsauksille.
• Alhainen vertikaalisesti laskeville hitsauksille
ja yhdistettäessä pieniä ennalta lämmitettyjä
paloja.
Summittainen ohje käytettävän keskiarvovirran
laskemiseksi hitsattaessa elektrodeilla normaa-
lia terästä:
I = 50 x (Øe – 1)
jossa:
I = hitsausvirran intensiteetti
Øe = elektrodin halkaisija
Esimerkki:
elektrodin halkaisija 4 mm
I = 50 x (4 –1) = 50 x 3 = 150A
Ø HITSAUSPUIKKO (mm)
1,6
2
2,5
3,25
4
5
6
SÄHKÖVIRTA (A)
30 ÷ 60
40 ÷ 75
60 ÷ 110
95 ÷ 140
140 ÷ 190
190 ÷ 240
220 ÷ 330
Ø HITSAUSPUIKKO
(mm)
2
2,5
3,25
4
HITSAUKSEN
PAKSUUS (mm)
1,5 ÷ 3
3 ÷ 5
5 ÷ 12
>= 12
TAULUKKO 3
TAULUKKO 4
HUOMAA: Koska generaattorin korjaaminen
vaatii teknistä asiantuntemusta, suositellaan
ongelmien ilmetessä kääntymään asian-
tuntevan henkilön tai valtuutetun teknisen huol-
lon puoleen.
Kuva. C
raan sähköisiin osiin, sillä ne voivat
vahingoittua
• Säännölliset tarkastukset, jotta havaitaan
kuluneet kaapelit tai löystyneet liitokset, jot-
ka voivat aiheuttaa ylikuumenemista.