40
C
Liittyminen
käyttölinjaan
Ennen hitsauslaitteen käyttölinjaan yhdis-
tämistä tarkistakaa, että kyltin tiedot
vastaavat verkon jännitettä ja frekvenssiä
ja että hitsauslaitteen sähkönappula on
asennossa “0”. Liitä hitsauslaite
verkkovirtaan neutraalimaatolla.
Tämä laitteista on suunniteltu nimellisjännitteelle
V.230 50/60Hz. Se voi kuitenkin toimia
ongelmitta jännitteellä V.220 e V.240 50/60Hz.
Verkkoliitäntä on suoritettava laitteiston mukana
toimitetulla kolminapaisella johdolla, jonka:
• 3 johdinta palvelevat koneen liittämiseksi
verkkoon;
• neljäs KELTA-VIHREÄ johdin toimii
maadoitusjohtona.
Yhdistä syöttöjohtoon sopivan kokoinen
normalisoitu (3p+t) pistoke ja varmista,
että verkon pistorasia on varustettu
sulakkeilla tai automaattisella
katkaisimella; vastaava maajohdon pää
täytyy yhdistää syöttöjohdon
maajohtimeen (KELTA-VIHREÄ).
Taulukko 2 esittää suositellut kapasiteettiarvot
syöttölinjan hitaille sulakkeille, jotka on valittu
hitsauslaitteen käyttämän nimellisen maksimi-
virran ja syöttölinjan nimellisen jännitteen pe-
rusteella.
HUOMAA 1: mahdollisten syöttöjohdon
jatkojohtojen tulee olla halkaisijaltaan riittäviä,
ei missään tapauksessa pienempiä kuin mu-
kana tullut johto.
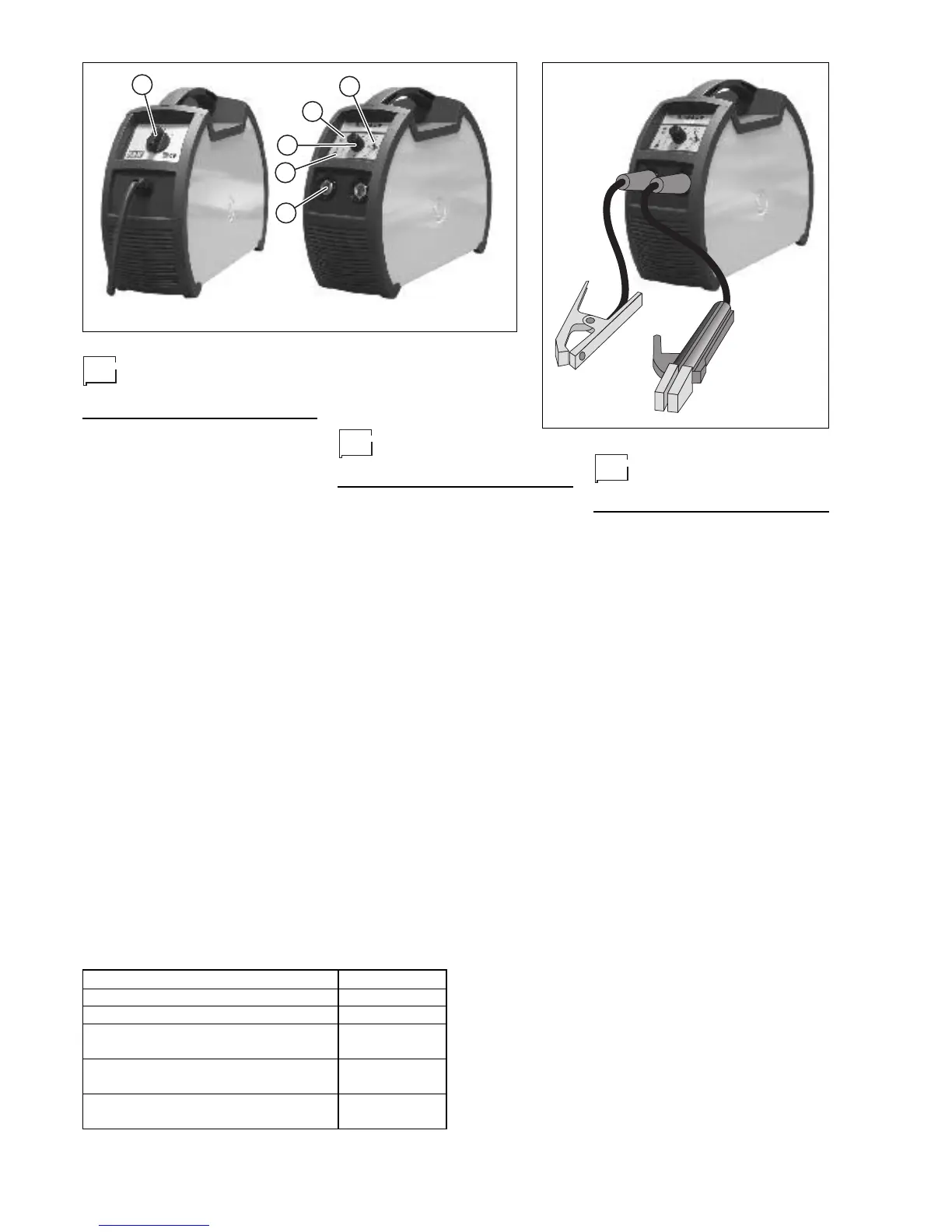
Hitsausjohtojen
yhdistäminen
Yhdistä, aina laite verkkovirrasta irroitettuna,
hitsausjohdot hitsauslaitteen ulostuloliittimiin
(Positiivinen ja Negatiivinen); liittäen ne
hitsauspihteihin ja negatiivisen navan johtoon;
polaarisuus riippuen käytettävän hitsauspuikon
tyypistä (Kuva B).
Valitkaa hitsauspuikkojen valmistajien ohjeiden
mukaisesti. Hitsausjohtojen tulee olla mahdol-
lisimman lyhyitä, niiden tulee olla lähellä toisi-
aan, asetettu lattiatasoon tai sitä lähelle.
HITSATTAVA OSA
Hitsattava osa tulisi aina maadoittaa
elektromagneettisten päästöjen vähentämisek-
si. On tarpeen kiinnittää erittäin paljon huomio-
ta, että osan maadoitusjohdon liittäminen ei li-
sää käyttäjän onnettomuusriskiä tai muiden
sähkölaitteiden rikkomenoriskiä.
Jos on välttämätöntä yhdistää hitsattava osa
maajohtoon, on tarpeen tehdä suora liittämi-
nen osan ja maakuopan välillä. Niissä maissa,
joissa tämä ei ole luvallista, yhdistä hitsattava
osa käyttäen sopivia kondensaattoreita, jotka
on sallittu kansallisten säännösten mukaan.
HITSAUKSEN PARAMETRIT
Taulukossa 3 esitetään muutamia yleisiä ohjei-
ta hitsauspuikon valintaan riippuen hitsattavan
osan paksuudesta.
Taulukossa osoitetaan jännitearvot, joita tulee
käyttää vastaavien hitsauspuikkojen kanssa
hitsattaessa normaaleja ja niukkaseosteisia
teräksiä. Kyseisiä tietoja ei tule ymmärtää
ehdottomina raja-arvoina vaan viitteellisinä
ohjearvoina; tarkkaa valintaa tehtäessä
seuratkaa hitsauspuikkojen valmistajan ohjei-
ta. Käytettävä sähkövirta riippuu hitsauksen si-
jainnista, tehtävästä liitoksesta ja vaihtelee
kasvavassa suhteessa hitsattavan osan kokoon
ja paksuuteen nähden.
Käytettävän virran intensiteettiarvo eri
hitsaustyypeille, säädeltävän alueen rajoissa on
osoitettu taulukossa 4.
• Korkea hitsauksille, jotka suoritetaan tasos-
Malli RAINBOW 180
I
2
Nimellinen maksimi 20% (*) A 180
Asennusteho kVA 4,6
Nimellinen virta sulakkeet, luokka “gl”
U1=220 V - 230 V - 240 V
A20
linjaan liittymisjohto
halkaisija(pituus)
mm
2
3 x 2,5
negatiivisen navan johto
halkaisija
mm
2
25
(*) Käyttötekijä
TAULUKKO 2
Komento ja
kontrollilaitteet
Pos. 1 Syöttölinjan katkaisija. Asennossa “0”
hitsauslaite on sammutettu.
Pos. 2 Negatiivisen navan johdon ja
hitsauspuikon pitimen johdon pikaliittimet.
Pos. 3 TERMOSTAATIN keltainen merkkiva-
lo. Tämän valon syttyminen merkitsee, että
lämpösuojaus on käynnistynyt, koska työs-
kennellään työskentelyjakson ulkopuolella.
Odota muutama minuutti ennen hitsauksen
jatkamista.
Pos. 4 Hitsausvirran säädön potentiometri.
Pos. 5 SYÖTTÖVIRRAN vihreä merkkivalo.
Tämän valon syttyminen merkitsee, että
hitsauslaite on jännitteen alainen ja valmis
käytettäväksi.
Pos. 6 3 hitsausprosessin valitsin
· ELEKTRODI
Emäksisten puikkojen hitsaaminen
käyttämällä “arc force” - ja “hot start”
-laitteita.
· Cr-Ni ELEKTRODI
Hapettumattoman teräksen
hitsaamisessa pehmeän kaaren
erityisominaisuuden aikaansaamiseksi
· TIG
Hitsausta varten “lift” -tyypin
lämmönkontrollikäynnistyksellä (TCS),
joka vähentää minimiin volframin
vaikutuksen ja sallii hitsauksen myös
kulmissa.
Kuva. B
Kuva. A
1
2
3
4
5
6
HUOMAA 2: koska moottori-
generaattorien kehittämä jännite on
epästabiilia, ei suositella hitsauskoneen
kytkemistä näihin laitteisiin.