45
• el 3, de color AMA-
RILLO-VERDE, se
utiliza para efectuar
la conexión a
"TIERRA".
Conectar al cable de
alimentación a un
enchufe normali-
zado (2p+t) de capa-
cidad adecuada y
predisponer un
tomacorriente de
red con fusibles o
interruptor
automático; el termi-
nal de tierra espe-
cial, debe estar
conectado al con-
ductor de tierra
(AMARILLO-VERDE)
de la línea de ali-
mentación.
La tabla 2 contiene los valores de capa-
cidad aconsejados para los fusibles de
línea retardados elegidos en función a la
corriente máxima nominal entregada por
la soldadora y a la tensión nominal de
alimentación.
NOTA 1:
los eventuales alargues del
cable de alimentación se deben efectuar
con cables de sección adecuada, y en
ningún caso inferior a la del cable en
dotación.
NOTA 2:
considerada la bien conocida
instabilidad de la tensión suministrada
por los motogeneradores, se desacon-
seja la conexión de la soldadora a estas
instalaciones.
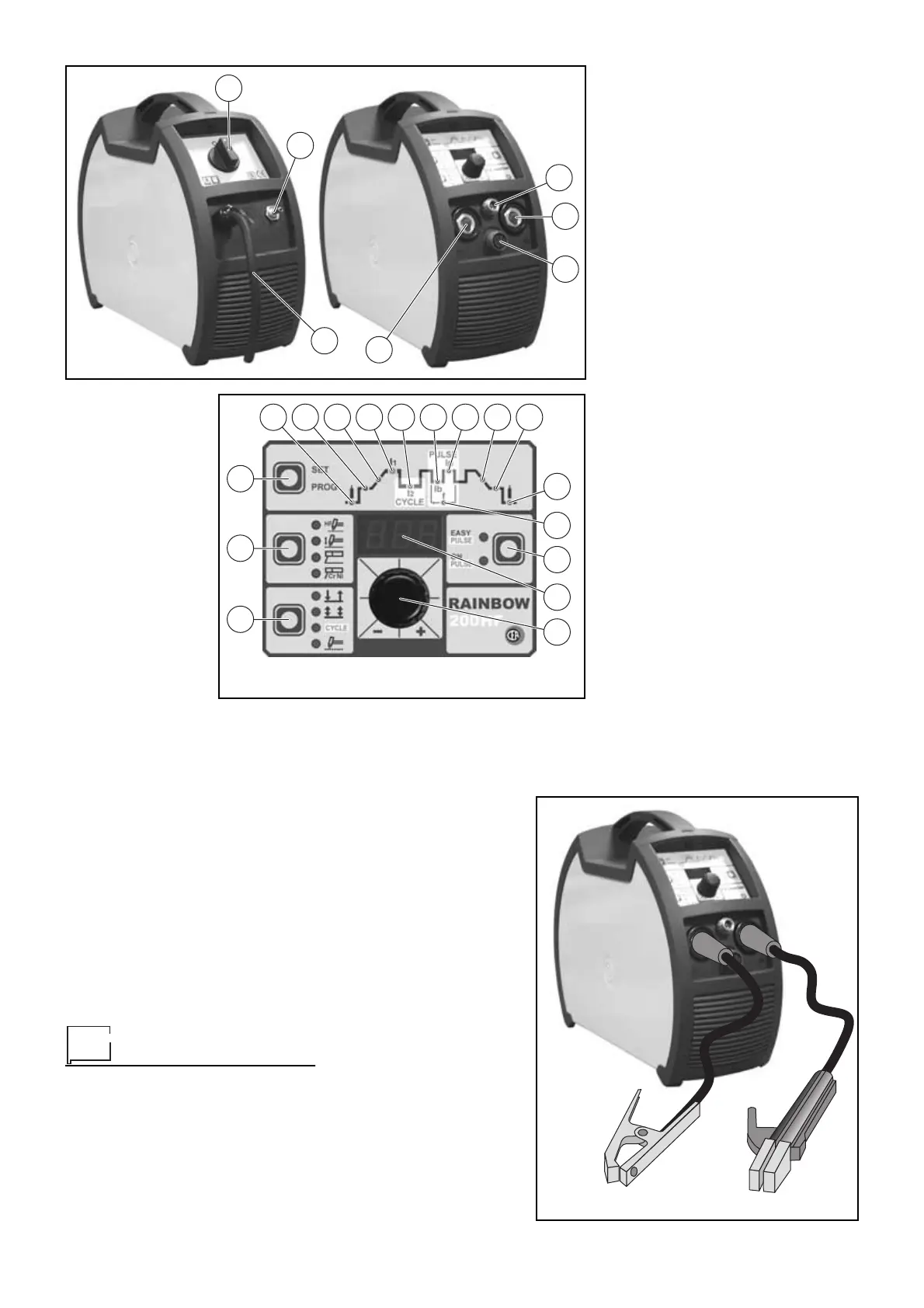
Normas de uso
APARATOS DE COMANDO Y
CONTROL (fig. A)
Pos. 1
Interruptor de línea. En la posi-
ción "0" la soldadora está apa-
gada.
Pos. 2
Racor entrada gas de solda-
dura.
Pos. 3
Cable de alimentación solda-
dora.
Pos. 4
Acoplamiento rápido conexión
del tubo del gas del portaelec-
trodo TIG.
Pos. 5
Acoplamiento
rápido polaridad
positiva.
Pos. 6
Conector para man-
dos auxiliares solda-
dura TIG (pulsador
portaelectrodo,
pedal mando a dis-
tancia, etc.).
Pos. 7
Acoplamiento
rápido polaridad
negativa.
PANEL FRONTAL (fig. B)
Pos. 1
Pulsador "modo de
soldadura" 2 TIEM-
POS, 4 TIEMPOS,
CYCLE, POR PUN-
TOS.
Pos. 2
Pulsador "proceso
de soldadura" TIG
con punto de inicio
HF, TIG con punto
de inicio tipo
"lift"
,
ELECTRODO (para
la soldadura de
electrodos básicos
con dispositivo
"arc force"
y
"hot start"
), ELECTRODO Cr-
Ni (para la soldadura del acero
inoxidable con una especial
característica para obtener un
arco más suave).
Pos. 3
Selector multifunción para la
programación, la recuperación
y la memorización de los pará-
metros y de los programas de
soldadura.
Pos. 4
Led rojo función PRE-GAS
Pos. 5
Led rojo función CORRIENTE
INICIAL
Pos. 6
Led rojo función SLOPE UP
Pos. 7
LED VERDE función
CORRIENTE PRINCIPAL (
I
1
)
Pos. 8
LED ROJO función
CORRIENTE (
I
2
) 2° NIVEL -
activo sólo con la función
CYCLE activada.
Pos. 9
Led rojo función CORRIENTE
DE BASE (
I
b
) - activo sólo con
la función PULSE activada.
Pos. 10
Led rojo función CORRIENTE
DE PICO (
I
p
) - activo sólo con
la función PULSE activada.
Pos. 11
Led rojo función SLOPE
DOWN
Pos. 12
Led rojo función CORRIENTE
FINAL
Pos. 13
Led rojo función POST GAS
Pos. 14
Led rojo función FRECUEN-
CIA DE PULSACIÓN (
f
) activo
sólo con la función PULSE
activada.
Pos. 15
Selector TIG pulsado y EASY
PULSE
Pos. 16
Display digital para la progra-
mación y la visualización de
todos los parámetros. El dis-
play además asume la función
de amperómetro digital.
Pos. 17
Regulación/control digital de
todos los parámetros de solda-
dura.
1
4
5
6
7
2
3
Fig. A
1
2
3
4 5 6 7 8 9 10 11 12
13
15
16
17
14
Fig. B
Fig. C
 Loading...
Loading...
