6
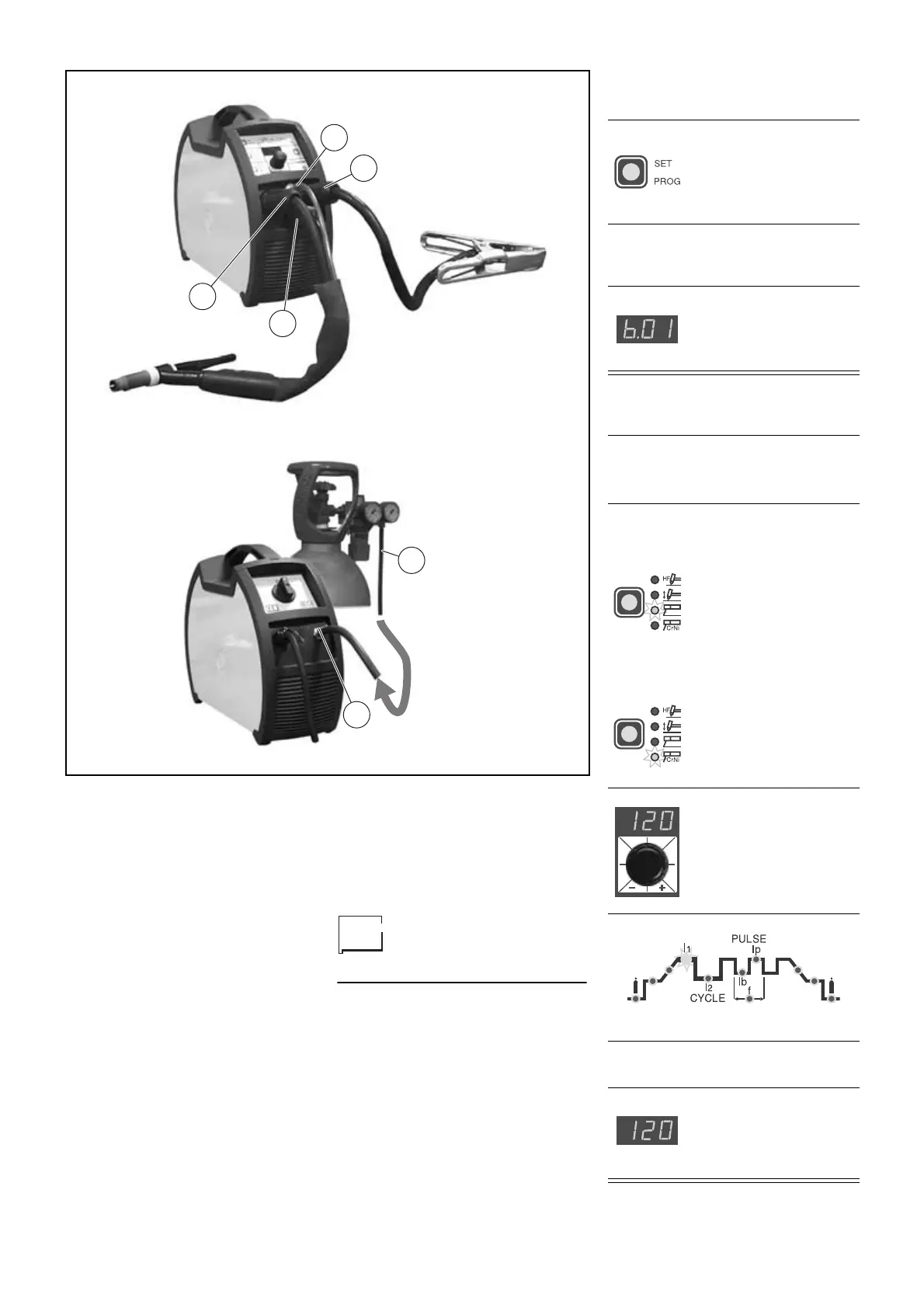
trassegnata dal simbolo + (positivo)
(pos. 3, fig. D).
• Collegare la relativa pinza massa al
pezzo da saldare o al piano por-
tapezzi in zona libera da ruggine, ver-
nice, grasso, ecc.
• A macchina spenta collegare il cavo di
potenza della torcia alla connessione
rapida contrassegnata dal simbolo -
(negativo) (pos. 1, fig. D).
• Connettere il tubo gas della torcia
all'attacco rapido (pos. 4, fig. D).
• Avvitare il pulsante torcia al connet-
tore 6 poli dei comandi ausiliari TIG
(pos. 2, fig. D).
PEZZO DI SALDATURA
Il pezzo da saldare dovrebbe essere
sempre collegato a terra per ridurre le
emissioni elettromagnetiche. Occorre
però prestare molta attenzione che il col-
legamento di terra del pezzo da saldare
non aumenti il rischio di infortuni all’uti-
lizzatore o di danni ad altre apparecchia-
ture elettriche.
Quando è necessario collegare il pezzo
da saldare a terra, è opportuno eseguire
un collegamento diretto fra il pezzo ed il
pozzetto di terra. Nei Paesi in cui questa
connessione non è permessa, collegare
il pezzo da saldare alla terra mediante
opportuni condensatori in accordo con le
norme Nazionali.
Parametri di
saldatura
ATTENZIONE: i parametri indicati dai
display riportati nelle illustrazioni
hanno una funzione puramente indi-
cativa.
VISUALIZZAZIONE DELLA
VERSIONE DEL SOFTWARE
Il
RAINBOW 200 HF
è dotato di un con-
trollo digitale con a bordo un software
definito in fabbrica. Questo software è
passibile di continue evoluzioni e miglio-
ramenti. Il software è identificato da un
numero specifico visualizzabile sul
display nel seguente modo:
SALDATURA AD ELETTRODO (MMA)
1)
Premere e mantenere
premuto il tasto
SET/
PROG
2)
Mettere in funzione la saldatrice
ruotando l’interruttore di linea sulla
posizione
I
3)
Per alcuni secondi il
display visualizza il tipo
di soptware a bordo
(es. b.01)
1)
Mettere in funzione la saldatrice
ruotando l’interruttore di linea sulla
posizione
I
2)
Premere il pulsante “processo di
saldatura” e posizionarsi su:
•
ELETTRODO
per la sal-
datura di elettrodi basici
con dispositivi
“arc
force”
e
“hot start”
automatici
OPPURE
•
ELETTRODO Cr-Ni
per
la saldatura dell’acciaio
inossidabile con spe-
ciale caratteristica per
avere un arco più soffice
3)
Regolare la corrente di
saldatura desiderata
(5÷160 A) ruotando
l’apposita manopola
• Il LED VERDE
I
1
è acceso
4)
A questo punto è possibile effet-
tuare la saldatura
5)
Durante il processo di
saldatura, il display
digitale visualizza
l’effettiva corrente uti-
lizzata
2
1
3
4
5
5
Fig. D
 Loading...
Loading...
