75
MÄRK 1:
eventuella skarvsladdar bör
vara av rätt typ, i vilket fall som helst inte
svagare än givarkabeln.
MÄRK 2:
pga. den anmärkningsvärda
instabilitet av den energi som förses av
motorgeneratorerna, avråder vi anslut-
ningen av svetsen till denna typen av
anläggningar.
Bruksanvisning
KOMMANDO,- OCH
KONTROLLAPPARATURO (bild A)
Pos. 1
Linjeavbrytare. I läget "0" är
svetsmaskinen ifrånkopplad.
Pos. 2
Anslutning inlopp svetsnings-
gas
Pos. 3
Svetsmaskinens matningska-
bel
Pos. 4
Baionettkoppling anslutning för
TIG lampans gasrör
Pos. 5
Baionettkoppling positiv pol
Pos. 6
Anlutningsdon för hjälpstyr-
ningar TIG svetsning (tryck-
knapp för lampa, fjärrstyrpedal,
etc.)
Pos. 7
Baionettkoppling negativ pol
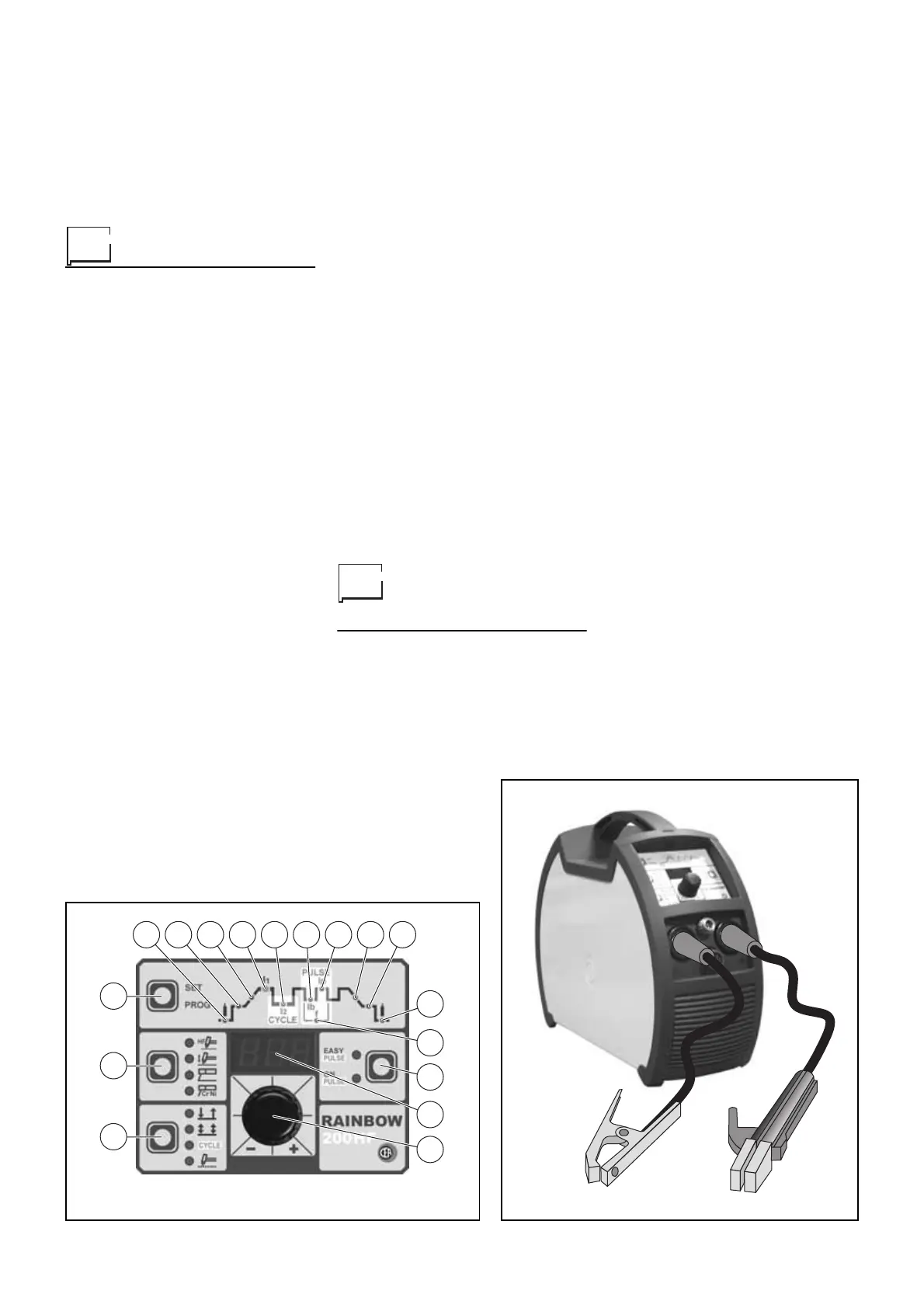
FRAMPANEL (bild B)
Pos. 1
Knapp "svetsningsläge": 2
TIDER, 4 TIDER, CYKEL,
PUNKTSVETSNING.
Pos. 2
Knapp "svetsningsprocess":
TIG med HG-tändning, TIG
med
"lift"
-tändning, ELEK-
TROD (för svetsning av
basiska elektroder med
"arc
force"
och
"hot start"
anord-
ningar), Cr-Ni-ELEKTROD (för
svetsning av rostfritt stål med
speciell egenskap för mjukare
båge).
Pos. 3
Mångfunktionsväljare för pro-
grammering, hämtning och lag-
ring av svetsprogrammens
parametrar.
Pos. 4
Röd led FÖR-GAS funktion
Pos. 5
Röd led STARTSTRÖM funk-
tion
Pos. 6
Röd led SLOPE UP funktion
Pos. 7
GRÖN LED HUVUDSTRÖM
funktion (
I
1
)
Pos. 8
RÖD LED STRÖM 2. NIVÅ (
I
2
)
- aktiverad endast när funktio-
nen CYKEL är påkopplad
Pos. 9
Röd led BASSTRÖM funktion
(
I
b
) - aktiverad endast när funk-
tionen PULSE är påkopplad.
Pos. 10
Röd led TOPPSTRÖM funktion
(
I
p
) - aktiverad enast när funk-
tionen PULSE är påkopplad.
Pos. 11
Röd led SLOPE DOWN funk-
tion
Pos. 12
Röd led SLUTSTRÖM funktion
Pos. 13
Röd led EFTER GAS funktion
Pos. 14
Röd led PULSERINGSFREK-
VENS (
f
) - aktiverad endast
när funktionen PULSE är
påkopplad
Pos. 15
Väljare pulserande TIG och
EASY PULSE
Pos. 16
Digital display för förinställning
och visning av alla parametrar.
Displayen har dessutom funk-
tionen av digitalamperemeter
Pos. 17
Digital reglering/kontroll av alla
svetsningsparametrar
Anslutning av
svetskablar
ELEKTRODSVESNING (MMA)
Koppla alltid kablarna, med maskinen
oansluten till nätet, till uttag (positiv eller
negativ) på svetsen, genom att foga
dem till tången och masskabeln; med
rätt polaritet för den
elektrod som kommer
att användas (bild C).
Välj elektrodindikatio-
ner som utformats av
fabrikanten. Svetskab-
larna bör vara kortast
möjliga, de bör befinna
sig nära varandra och i höjd av golvet
eller i närheten av denna.
TIG SVETSNING
• Tilslut gasslangen, som findes på
maskinens bagside, til Argon gasflas-
ken og åbn den (pos. 5, bild D).
• Ved frakoblet maskine forbind jordled-
ningen med hurtig kobling, mærket me
symbolen + (positiv) (pos. 3, bild D).
• Fastn den tilbørlige jordklemme såvel
på genstanden der skal svejses som
på verktøjbakken, på et sted uden
rust, farve, fedt, osv.
• Ved frakoblet maskine forbind blåse-
lampens kraftledning med hurtig
kobling, mærket me symbolen -
(negativ) (pos. 1, bild D).
• Tilslut blæselampens gasslange til
proppen (pos. 4, bild D).
• Forbind trykknapafbryderen på blæse-
lampen (pos. 2, bild D).
SVETSFÖREMÅLET
Svetsföremålet bör alltid vara kopplat till
jorden för att minska elektromagnetisk
emission. Det lönar sig att se till att
anslutningen av svetsföremålet till jor-
dad kontakt inte ökar riskfaktorer i arbe-
tet eller skadar annan elektrisk appara-
tur.
När det är nödvändigt att ansluta svets-
föremålet till jorden, är det nödvändigt
att utföra en direkt anslutning mellan
svetsföremål och jordad källa. I länder
där denna förening inte är tillåten, förena
svetsföremålet till jorden med lämpliga
kondensatorer enligt nationella normer.
1
2
3
4 5 6 7 8 9 10 11 12
13
15
16
17
14
Bild B
Bild C
 Loading...
Loading...
