47
SOLDADURA TIG
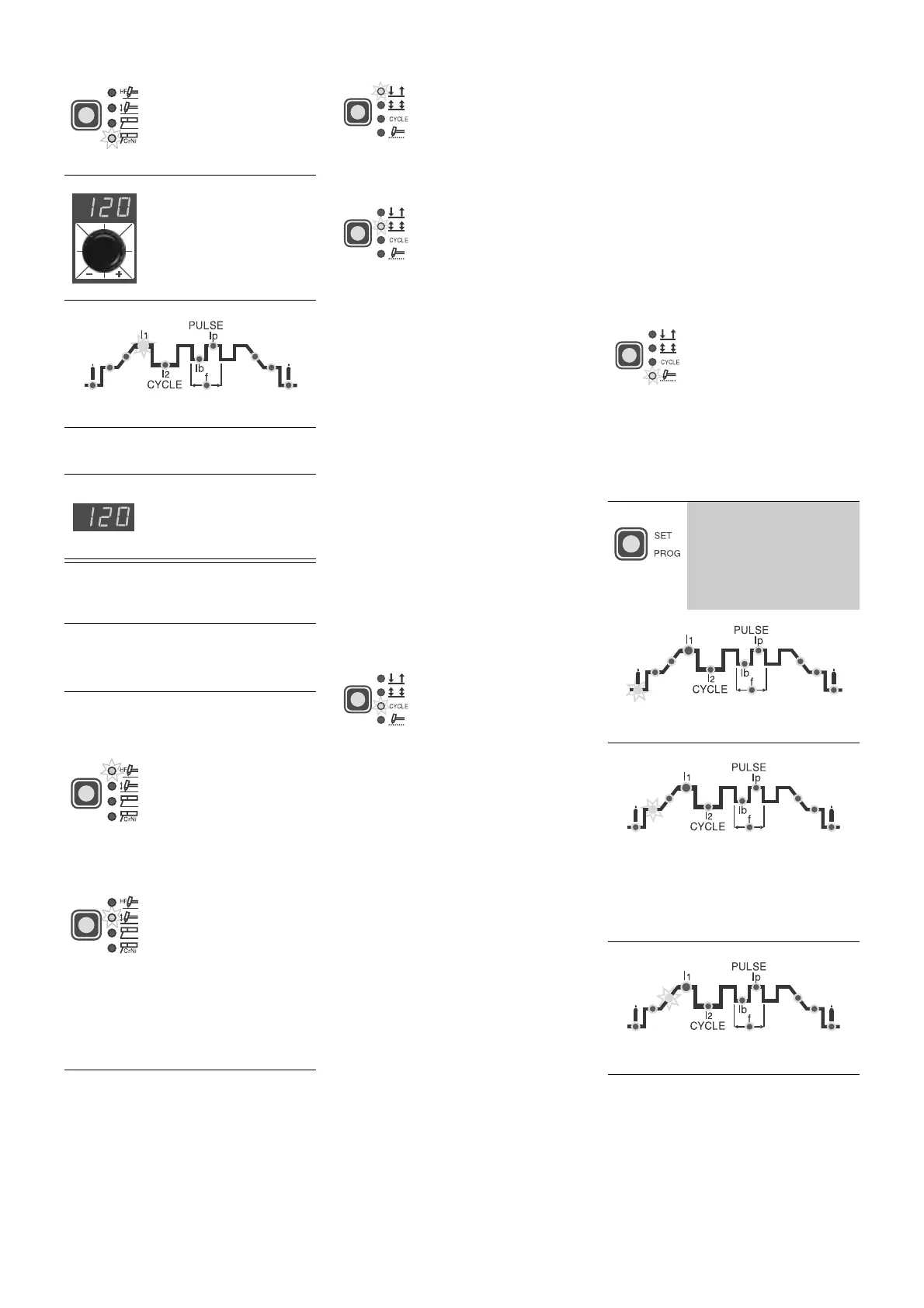
•
ELECTRODO Cr-Ni
para la soldadura del
acero inoxidable, con
una especial caracterís-
tica para obtener un
arco más suave
3)
Regule la corriente de
soldadura deseada
(5÷160 A) girando el
relativo mando
• El LED VERDE
I
1
está encendido
4)
A continuación se puede efectuar la
soldadura
5)
Durante el proceso de
soldadura, el display
digital visualiza la efec-
tiva corriente utilizada
1)
Ponga en funcionamiento la solda-
dora girando el interruptor de línea
hacia la posición I
2)
Pulse el botón "proceso de solda-
dura" y colóquese en:
•
TIG "HF"
para la solda-
dura TIG con punto de
inicio alta frecuencia
O BIEN
•
TIG
tipo
"lift"
para la
soldadura TIG tipo
“lift"
sin alta frecuencia
ATENCIÓN:
El correcto punto de inicio
tipo "litf" se efectúa presionando el pul-
sador del portaelectrodo sólo después
de haber tocado con el electrodo la
pieza que hay que soldar.
3)
Presione el pulsador "modo de sol-
dadura" y colóquese en una de las 4
opciones disponibles:
•
2 TIEMPOS
Presionando el pulsa-
dor portaelectrodo se
efectúa el ciclo de solda-
dura en TIG, mientras
que dejándolo termina la
soldadura
•
4 TIEMPOS
La soldadura TIG se
realiza de la siguiente
forma:
A)
presionando el pul-
sador portaelectrodo
inicia el arco y la
corriente perma-
nece en el valor INI-
CIAL.
B)
Dejando el pulsador
portaelectrodo se
efectúa el SLOPE
UP (si está presente)
y la corriente PRIN-
CIPAL se lleva al
valor
I
1
C)
Presionando el pul-
sador portaelectrodo
se efectúa el SLOPE
DOWN (si está pre-
sente) y la corriente
se lleva al valor
FINAL (corriente de
cráter)
D)
Dejando de presio-
nar el pulsador se
concluye el ciclo de
soldadura
•
CYCLE
La soldadura TIG, con
esta función activa, se
realiza de la siguiente
forma:
• presionando el pulsa-
dor portaelectrodo se
inicia el arco y la
corriente permanece
en el valor INICIAL
• Dejando el pulsador
portaelectrodo se
efectúa el SLOPE UP
(si está presente) y la
corriente PRINCIPAL
se lleva al valor (
I
1
)
• presionando y
dejando el pulsador
inferior durante un
tiempo inferior a 1
segundo, la corriente
de soldadura se lleva
al valor DI CICLO (
I
2
);
repitiendo la opera-
ción uno se puede
desplazar infinitas
veces entre los dos
niveles de corriente
(
I
1
,
I
2
)
• presionando y
dejando el pulsador
portaelectrodo
(durante un tiempo
superior a 2 segun-
dos) se efectúa el
SLOPE DOWN (si
está presente) y la
corriente se lleva al
valor FINAL (corriente
de cráter)
• dejando de presionar
el pulsador portaelec-
trodo, se concluye el
ciclo de soldadura
•
SOLDADURA POR
PUNTOS
Permite efectuar, presio-
nando el pulsador por-
taelectrodo, la soldadura
por puntos durante un
periodo de tiempo pro-
gramado (en segundos)
al final del cual el arco
se apaga automática-
mente
4)
Presionando en suce-
sión el pulsador
SET/
PROG
se pueden pro-
gramar los siguientes
parámetros de solda-
dura:
Tiempo de PRE-GAS (0,05 ÷ 1 seg)
CORRIENTE INICIAL de soldadura (5
÷ 200A)
ATENCIÓN:
programable sólo con las
funciones
4 TIEMPOS
o
CYCLE
acti-
vas
Tiempo de SLOPE UP (0 ÷ 5 seg)
 Loading...
Loading...
