www.cuttermasters.com - Toll Free (800) 417 2171
CUTTERMASTER Professional CM-01P User’s Manual
Page 16
Chapter Three
Operations
3.1 Flute Outside Diameter Grind
Primary and Secondary Clearance Angles
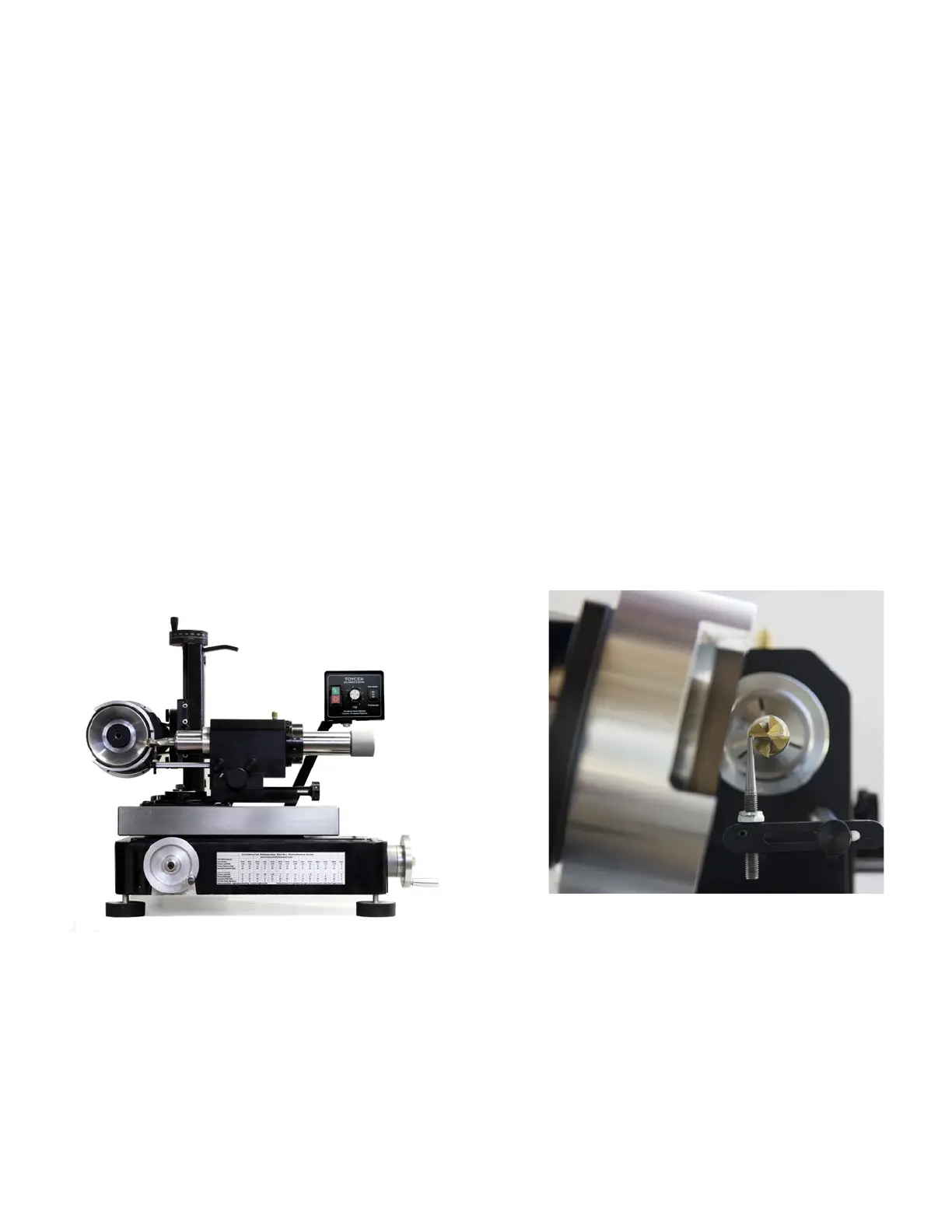
1)Setthemachineasshowningure4withthetoolspindleonzeroandinlinewiththexaxisways
and lock it into position. Choose the appropriate collet and chuck the tool and collet into the tool spin-
dle. Adjust the spindle collars so that you have enough stroke.
2) Set your tool rest so that it is vertically in line with the center of the tool. Next, position the tool rest
so that it touches the tool about .02” in from the outside diameter of the tool [Figure 5].
The tower should be at about 90° to the x axis (but as an alternative set up, in line with the x axis
(0°) is optional). The outer edge (wheel face) should be in line with the tool rest and the motor height
should be such that the center of the wheel is in line with the center of the tool.
Set the motor angle to the desired angle for the grind (primary or secondary). You may refer to the
Figure 4. Set up for Flute O.D. Grinding
Figure 5. Tool Rest Vertical and Horizontal
Positioning