www.cuttermasters.com - Toll Free (800) 417 2171
CUTTERMASTER Professional CM-01P User’s Manual
Page 18
past the grinding wheel slowly, at an even speed, to see if it cuts evenly and to be aware of where on
the tool the grind is placed (for example, primary or secondary angle).
Placetheseconduteonthetoolrestattheshankforthesecondgrind,usingtheleveratthetopof
thetowertoavoidthewheelasyourindextothenextute,orbypullingtheairspindleuppercarriage
y-axis feed screw towards you. Be sure to listen to see if the two grinds sound the same and look the
same. Sometimes a collet collects dirt and chucks the tool off center.
Onceyouaresatisedthatthegrindsarewhereyouintendedthem,repeattheprocessforboth
primaryandsecondaryanglesuntilnished.Notethatyouwillhavetochangethemotorelevation
when setting up to grind primary versus secondary angles in order to keep the center of the wheel at
the correct height for grinding.
y Axis Air Spindle Upper Carriage Feed Screw
Tool Indexing on the CM01P
The tool spindle upper carriage y axis is set with a spring return of .300” travel. The tower handle z
axis is designed to lift the motor straight up also about .300”.
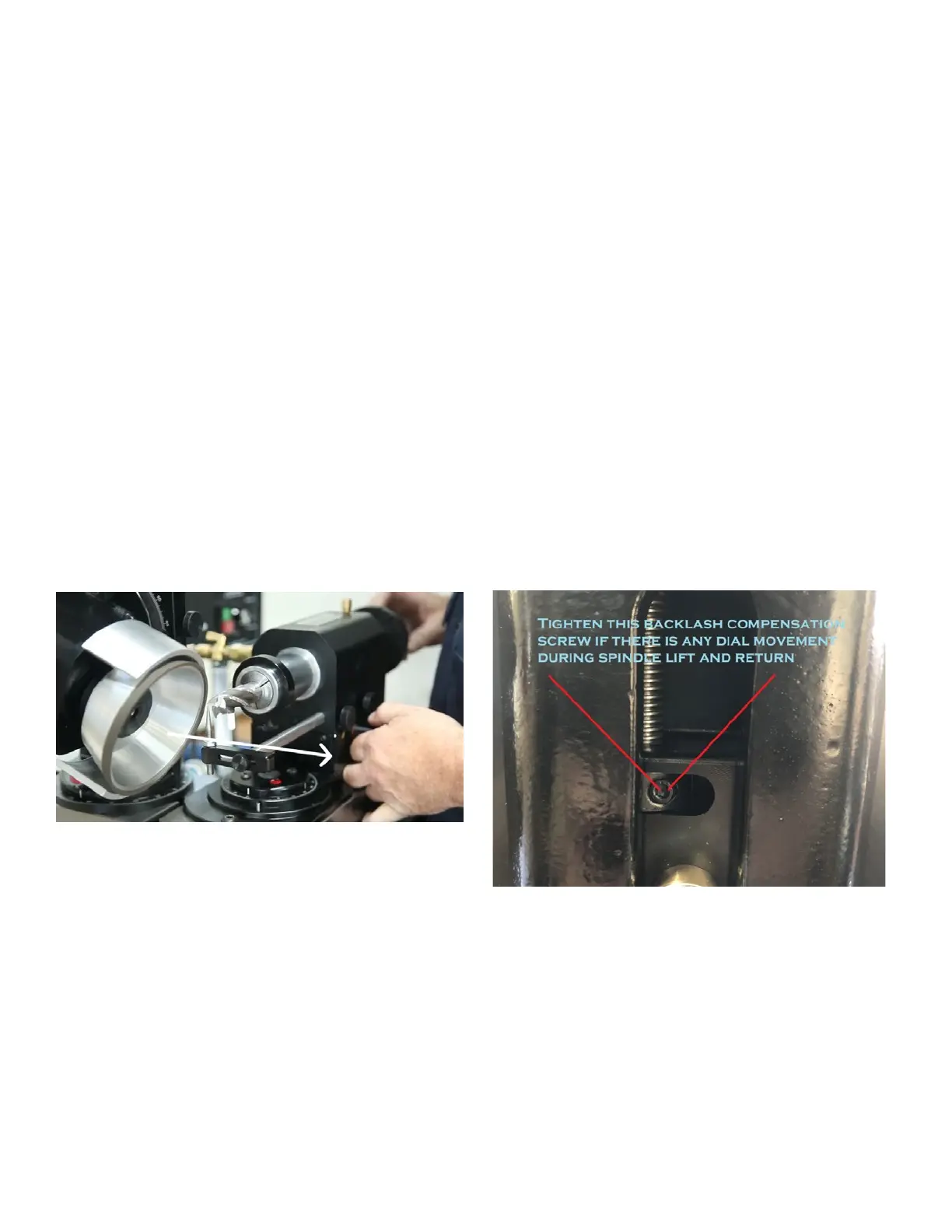
If there is dial creep when using the z axis tighten the backlash compensator to put resistance on the
z axis lead screw rotation.