Dake Corporation
724 Robbins Road
Grand Haven, MI 49417
www.dakecorp.com
8 REV022019
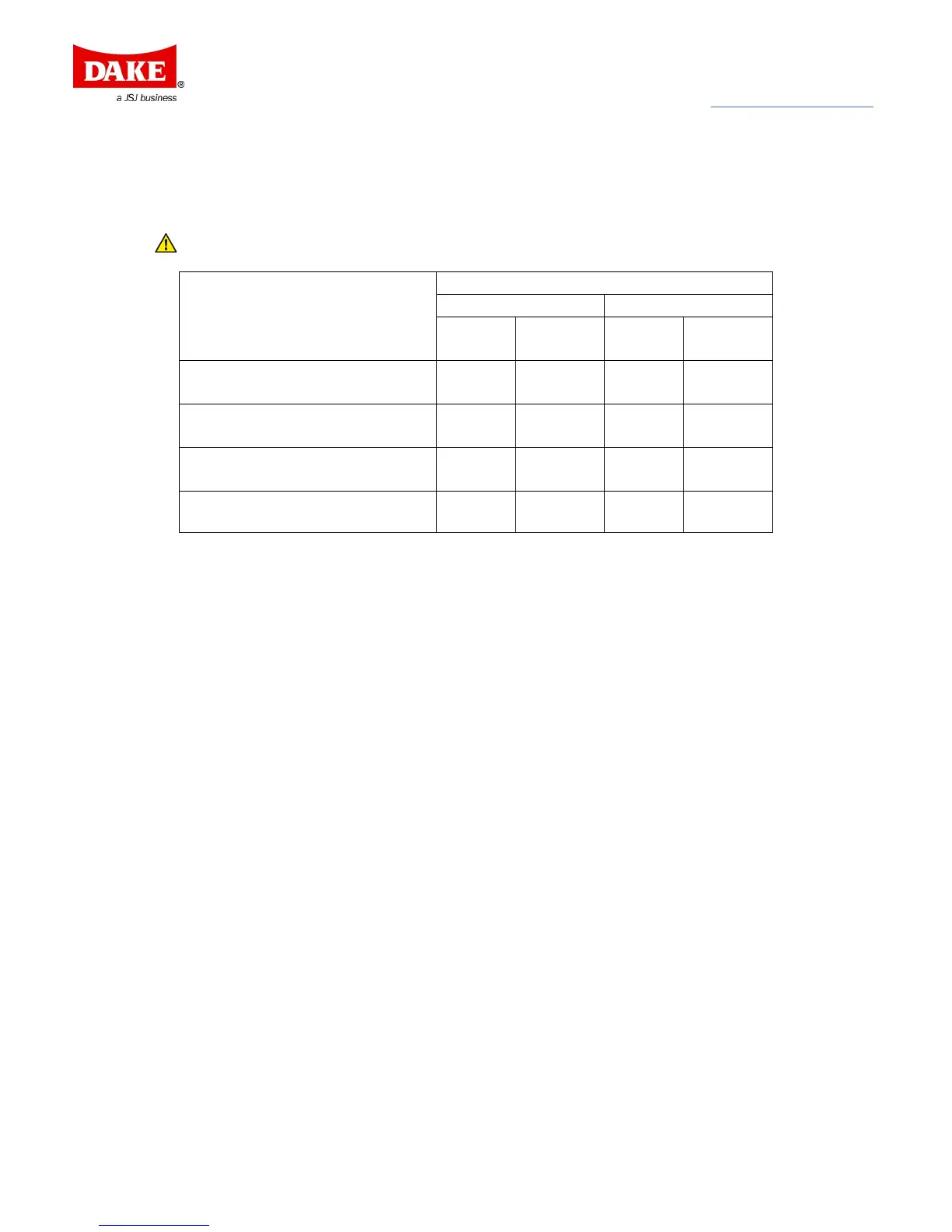
BLADE SPEEDS
Band speed recommendations presented on this chart are approximations and are to be used
as a starting point for most applications. For exact sawing parameters consult your blade
supplier. 120V outlets use 60 Hz columns.
Material
Tool, Stainless Alloy Steels,
Bearing Bronze
85 98 70 81
Med. to High Carbon Steels,
Hard Brass or Bronze
130 164 110 135
Low to Med. Carbon Steel,
Soft Brass
180 246 150 203
Aluminum, Plastic 235 328 195 270
COOLANT
Use a water-soluble coolant
Coolant is mixed 10:1, 10 parts water to one-part coolant. Once the coolant is mixed pour it into
the tray and let it run down into the reservoir. If a lot of coolant pools on one side of the tray the
saw may need to be leveled to let all the coolant drain from the tray equally and ensure all of the
coolant in the system is cycled when cutting.
OPERATION
VICE
Quick Vise: To open the quick vice to accept the workpiece, turn the vice handwheel counter-
clockwise 1/2 a turn. This will allow the outer jaw of the vice to move freely along the screw.
Place workpiece into the vice and use the handwheel, turning clockwise to tighten the vice
securely around your workpiece.