DoALL INSTRUCTION MANUAL
'9
4. Before starting the machine release the
band tension, then retighten
it
until the hand-
wheel just begins
to
turn
hard. Another
quarter
turn
of the handwheel will provide
correct
tension.
Experience with the machine will show
when proper tension has been applied for the
saw
to
cut
without twisting
or
wavering.
A
new
blade will stretch. Check the tension
periodically and keep band
taut.
SAWING
The DOALL is relatively simple
to
operate,
but for safe and efiicient operation
a
certain
amount
of familiarity with the controls is
required. The -operator should practice
on
sample blocks of steel before attempting to do
actual work with the machine.
Hand feeding is best for small dies,
tem-
plates and light work, and also for cutting all
small
curves.
Use the power feed for pro-
duction work whenever possible. When heavy
pieces
are
being sawed they should be placed
on
the table with
care
to
prevent damage
to
the table surface.
Since the table feed pressure valve and the
table feed control valve
are
used together
when power feeding work into the blade,
an
understanding of their relationship is im-
portant.
The table feed pressure knob changes the
spring tension
on
a
variable relief valve
to
limit the oil pressure, thus governing the
pressure of the work against the
saw
blade.
The table feed control knob and vernier
handle controls the speed of the table by
varying the
amount
of oil delivered
to
the
table’s hydraulic cylinder. For
a
normal
sawing operation of non-critical materials,
the controls may be used in the following
manner:
Shift into the proper range of speed and
then adjust the variable speed control with
the Speed Change Handwheel until the speed
chosen for the material
to
be
cut
is reached.
The
correct
feeding pressure
on
the table
can
then be
set.
Turn the knob marked
"Table Feed Pressure” all the way
counter-
clockwise. Turn the directional control knob
to
the forward position. Turn the table feed
pressure control knob clockwise until the
table
starts
to
move.
Move the table into the
work and
start
sawing by continuing
to
turn
the table feed pressure knob clockwise until
a
normal chip formation is found. Refer
to
the Band Tool Manual for the
correct
for-
mation of
saw
chips. The directional control
knob should be full forward.
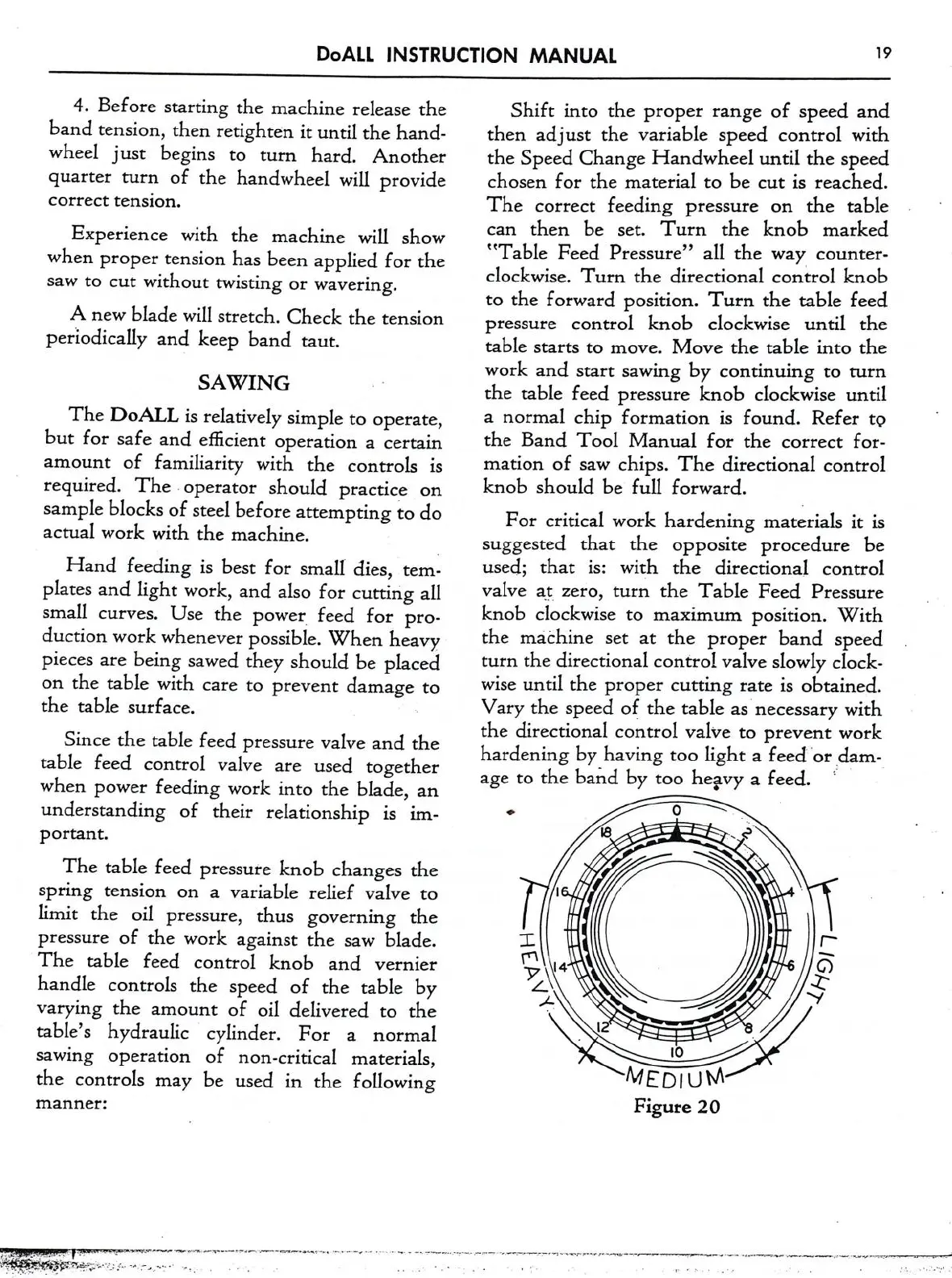
For critical work hardening materials
it
is
suggested that the opposite procedure be
used; that is: with the directional control
valve at zero,
turn
the Table Feed Pressure
knob clockwise
to
maximum position. With
the machine
set
at
the proper band speed
turn
the directional control valve slowly clock-
wise until the proper cutting
rate
is obtained.
Vary the speed of the table
as
necessary with
the directional control valve
to
prevent work
hardening by having
too
light
a
feed ‘or dam-
age
to
the band by
too
heavy
a
feed.
{
Figure 20
,
,_..
..,.,_——.—-——v—-—-——-—-..-—
.
w~
....~-.-r..-
........-_..—-,--..-
-t..«--—.vw--w——n—rrv~—=4
 Loading...
Loading...


