G643 (E) Service Manual Chapter 3. Engine Mechanical System 73
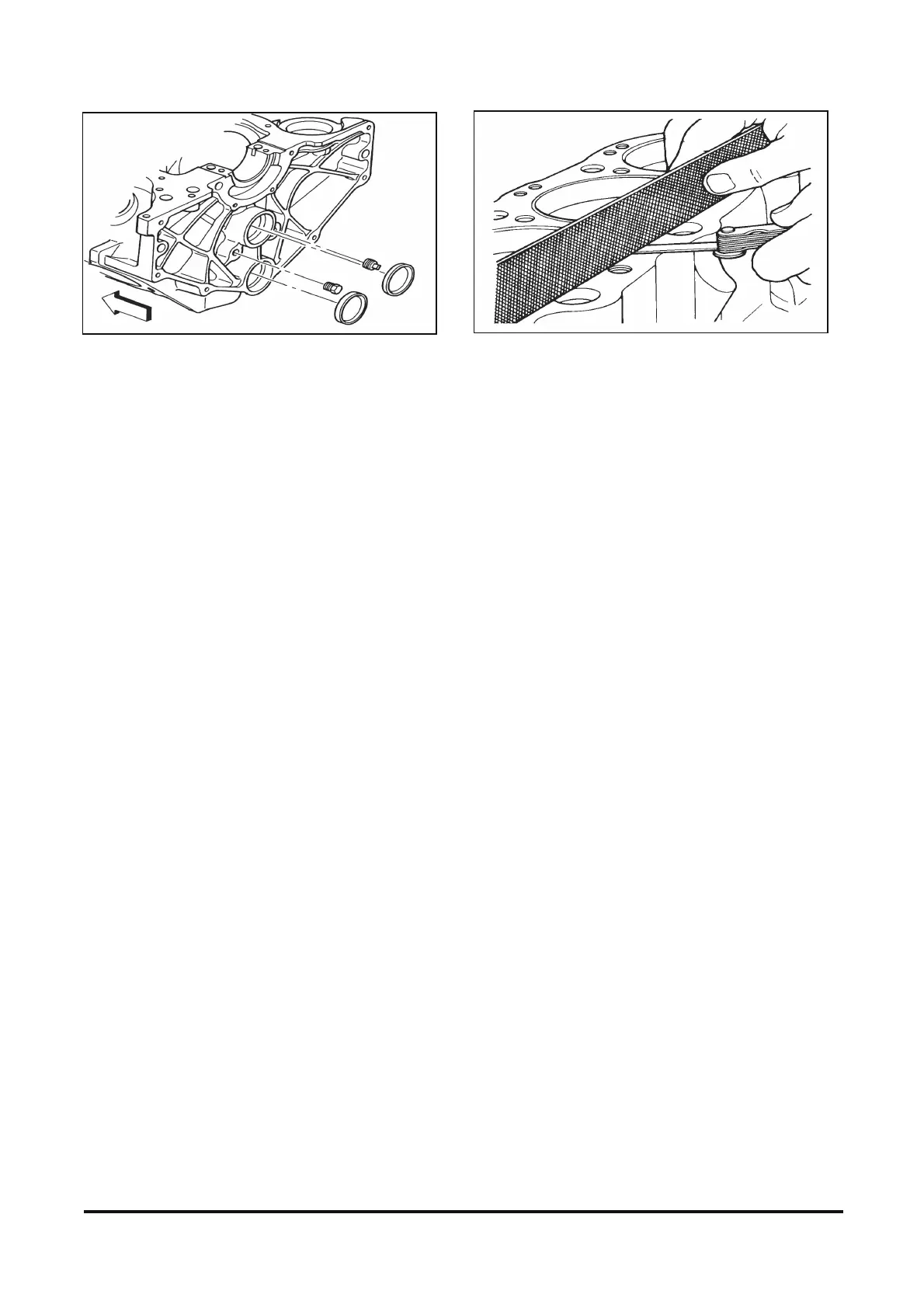
Figure 12-24 Rear Cylinder Block Oil Gallery Plugs
Clean
• Sealing material from mating surfaces.
• Boil cylinder block in caustic solution. Flush with
clean water or steam.
• Cylinder bores.
• Threaded holes.
• Oil galleries and passages.
• Scale deposits from coolant passages.
• Spray or wipe cylinder bores and machined
surfaces with engine oil.
Inspect
• All expansion plugs for lack of fit or leakage.
• Valve lifter bores for deep scratches and deposits.
• Cracks in the block.
- Cylinder walls.
- Coolant jackets.
- Engine mount bosses.
- Main bearing webs.
• Main bearing bores and caps.
- All main bearing bores should be rounded and
uniform in ID at all of the bearing supports.
- The area were the main bearing inserts contact
the main bearing bore should be smooth.
- If a main bearing cap is found to be damaged,
replace the cap and line-bore the block.
• Cylinder head mounting surface for flatness,
using a precision straightedge and feeler gage
(figure 12-25).
- Set the straightedge on the sealing surface to
be inspected.
- Take the feeler gage and at various locations,
check the gap between the straightedge and
the sealing surface.
Figure 12-25 Measuring Cylinder Block Surface Flatness
- If the gap is greater than 0.05 mm (0.002 in.)
within 152 mm (6 in.) at any sealing location,
the block must be replaced.
- If the gap is found to be less than 0.05 mm
(0.002 in.) at any sealing location and a cause
for leakage is suspected, then the minor
irregularities may be carefully machined from
the block.
• Oil pan, timing cover, and intake manifold
mounting surfaces for nicks. Minor irregularities
may be cleaned up with a flat file.
Cylinder Bore
Inspect
• Cylinder bores for scoring or other damage.
• Cylinder bore taper and out-of-round.
Measuring Cylinder Bore Taper and Out-
Of-Round
Figure 12-26
Tool Required:
J 8087 Cylinder Bore Gage (or equivalent)
IMPORTANT: If one or more cylinder bores are
rough, scored or worn beyond limits, it will be
necessary to smooth or true up such bores to fit
new pistons. No attempt should be made to cut
down oversize pistons to fit cylinder bores as
this will destroy the surface treatment and affect
the weight. The smallest possible oversize
pistons should be used and the cylinder bores
should be honed to size for proper clearances.