Section 12 Confi
uration 60
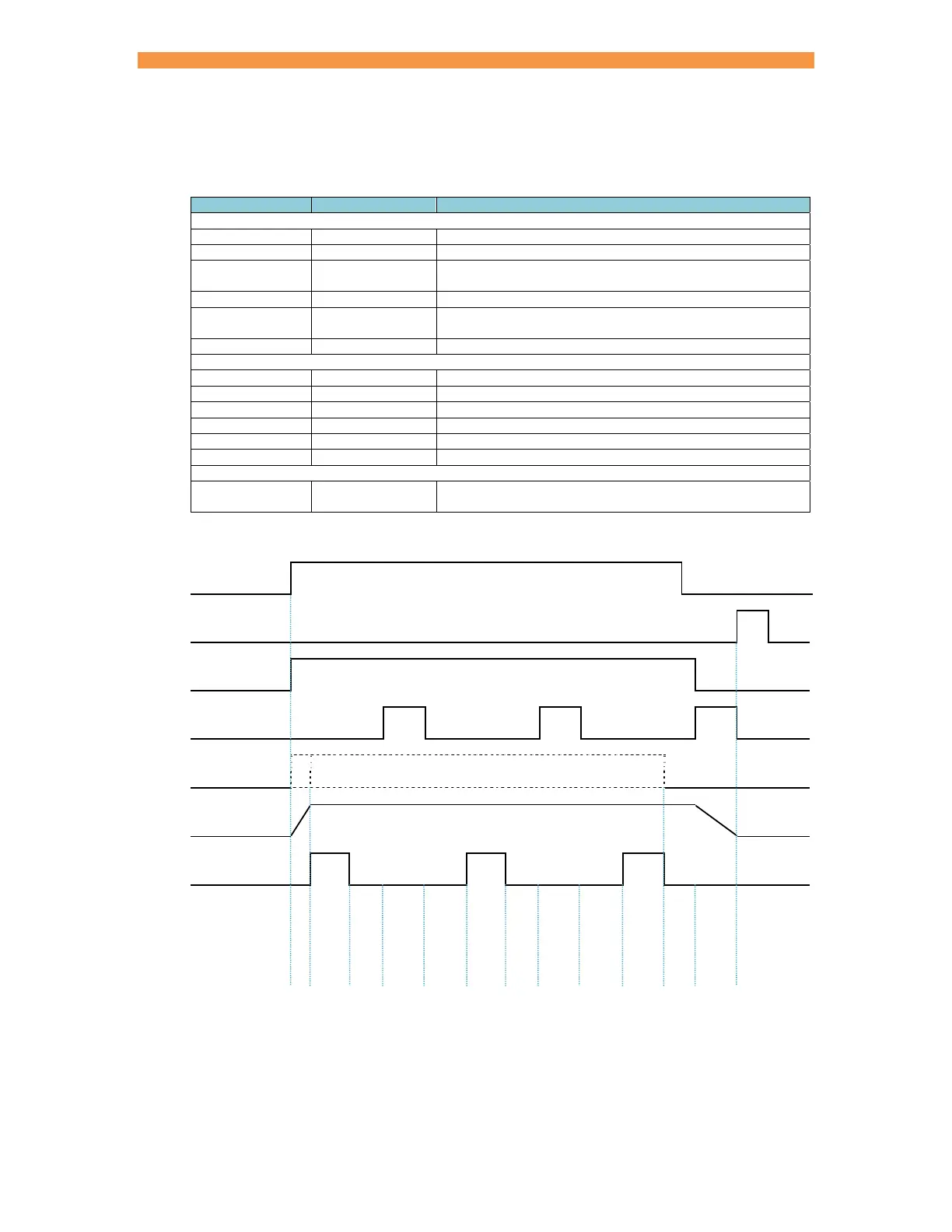
Roll-spot
Roll-spot welds can be used in applications where a motor drive output is required between welds. The following
example shows how this type of sequence may be implemented.
Parameter Setting Description
Sequence timing
Roll-spot on Sets roll-spot mode
Presqueeze ms The time for the electrodes to close onto the work piece.
Squeeze ms The time between the initial application of the electrode force
and the first application of welding current
Main heat ms The main welding current is applied
Hold ms Electrode force continues after the welding current has
finished
Off ms The time during which the motor drive operates
Current control
Main mode P/W – CCu – CCC Operating mode of the Main heat interval
Main heat % The % heat used during the Main heat interval
Main current k
The current used during the Main heat interval
Main monitor
1
yes/no The current can be tested between limits
Low limit
1
% Current low limit
High limit
1
% Current high limit
Valves
AVn Off time Connect the motor drive to the valve that is activated during
Off time
1
optional
Start input
1
EOS output
WAV output
AVn output
Motor output
2
Force
Current
Interval
S
ueeze
Main
heat
Hold
Off
Squeeze
Main
heat
Hold
Off
Squeeze
Main
heat
Hold
Off
1
The weld sequence is repeated until the Start input is removed.
2
The operation of the motor output is determined by the 2
nd
stage test (Section 12 Configuration).
The examples show how the seam weld parameters can be used in any combination to implement several
different types of weld sequence.