55
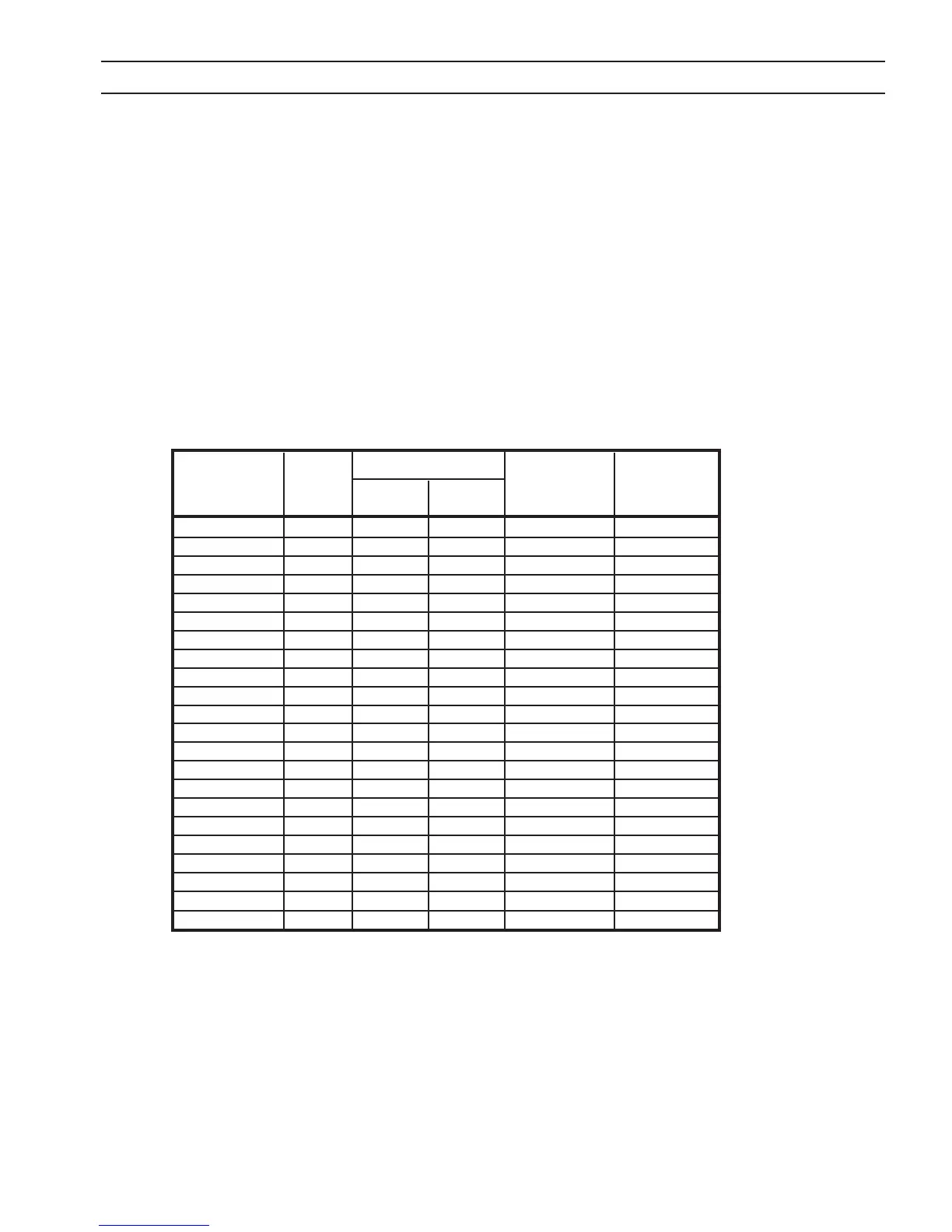
CS - 6,4 (1/4) 5,1 (200) 9,6 (3/8) 9,6 (3/8) 153 4,48 (65)
CS - 9,6 (3/8) 3,17 (125) 9,6 (3/8) 9,6 (3/8) 161 4,48 (65)
CS - 12,7 (1/2) 3,4 (95) 9,6 (3/8) 9,6 (3/8) 163 4,48 (65)
CS – 19,1 (3/4) 1,65 (65) 12,7 (1/2) 6,4 (1/4) 165 4,48 (65)
CS - 25,4 (1.0) 0,89 (35) 12,7 (1/2) 9,6 (3/8) 180 4,48 (65)
CS - 31,7 (1-1/4) 0,64 (25) NR 9,6 (3/8) 182 2,07 (30)
CS – 38,1 (1-1/2) 0,38 (15) NR 9,6 (3/8) 189 2,07 (30)
CS - 50,8 (2.0) 0,15 (6) NR 9,6 (3/8) 211 2,07 (30)
SS - 6,4 (1/4) 5,33 (210) 9,6 (3/8) 9,6 (3/8) 164 4,48 (65)
SS - 9,6 (3/8) 3,94 (155) 9,6 (3/8) 9,6 (3/8) 166 4,48 (65)
SS - 12,7 (1/2) 2,8 (110) 9,6 (3/8) 9,6 (3/8) 170 4,48 (65)
SS – 19,1 (3/4) 1,4 (55) 12,7 (1/2) 9,6 (3/8) 174 4,48 (65)
SS - 25,4 (1.0) 0,64 (25) 12,7 (1/2) 9,6 (3/8) 181 4,48 (65)
SS - 31,7 (1-1/4) 0,38 (15) NR 9,6 (3/8) 187 2,07 (30)
SS – 38,1 (1-1/2) 0,25 (10) NR 9,6 (3/8) 194 2,07 (30)
AL - 6,4 (1/4) 5,33 (210) 9,6 (3/8) 9,6 (3/8) 171 5,86 (85)
AL - 9,6 (3/8) 3,94 (155) 9,6 (3/8) 9,6 (3/8) 179 4,48 (65)
AL - 12,7 (1/2) 2,8 (110) 9,6 (3/8) 9,6 (3/8) 182 4,48 (65)
AL – 19,1 (3/4) 1,65 (65) 9,6 (3/8) 9,6 (3/8) 187 4,48 (65)
AL - 25,4 (1.0) 1,0 (40) 9,6 (3/8) 9,6 (3/8) 189 5,86 (85)
AL - 31,7 (1-1/4) 0,50 (20) NR 9,6 (3/8) 193 2,07 (30)
AL – 38,1 (1-1/2) 0,35 (14) NR 9,6 (3/8) 197 2,07 (30)
SECTION 4 OPERATION
4.4.6 Maximum Economy Conditions
The conditions outlined in the following tables will minimize the operating cost for common metals:
• UseAIRasPLASMAandSHIELDGAS.
• Achievemaximumcuttingspeedwithoutregardtocutquality.
Pilot Arc - HIGH
Current - 200 Amps
Start Gas - AIR @ 25 psig
Plasma Gas - Air @ 45 psig (3.1 bar) for CS, 50 psig (3.5 bar) for SS & Al
Shield Gas - AIR (See Table)
See Torch manual for appropriate consumable part numbers.
Material
Type-Thickness
in.(mm)
Speed
ipm(M/m
Shield Air
psi(bar)
Piercing
in.(mm)
Arc
Voltage
Stando
Cutting
in.(mm)