10
Kongsberg X-series
Note:
iPC 2.1: The mechanism of compensating Z height during cutting, based on table top mapping, has
been disabled when cutting underlay has been measured to be more than 5mm.
This level is normally reached when milling on top of milling mat and conveyor belt.
This exception was introduced long time ago, before using conveyor belts.
At that time, a (MDF) plate was used as milling underlay. The plate was milled in order to make a
perfectly compensated underlay for milling.
As this function is not used anymore, and conveyor belts break the 5 mm limit, iPC now always
compensate based on table top mapping.
A registry setting is available to enable the old behavior.
10.7. Reference Points and Coordinate System
Reference Points settings is maintained from:
Menu Bar->Edit->Options...->Reference Points
All X and Y coordinates in the Input File have the selected Reference Point as origin.
Two modes of operation are available:
• Using Main Reference Point
• Using User Defined Reference Point
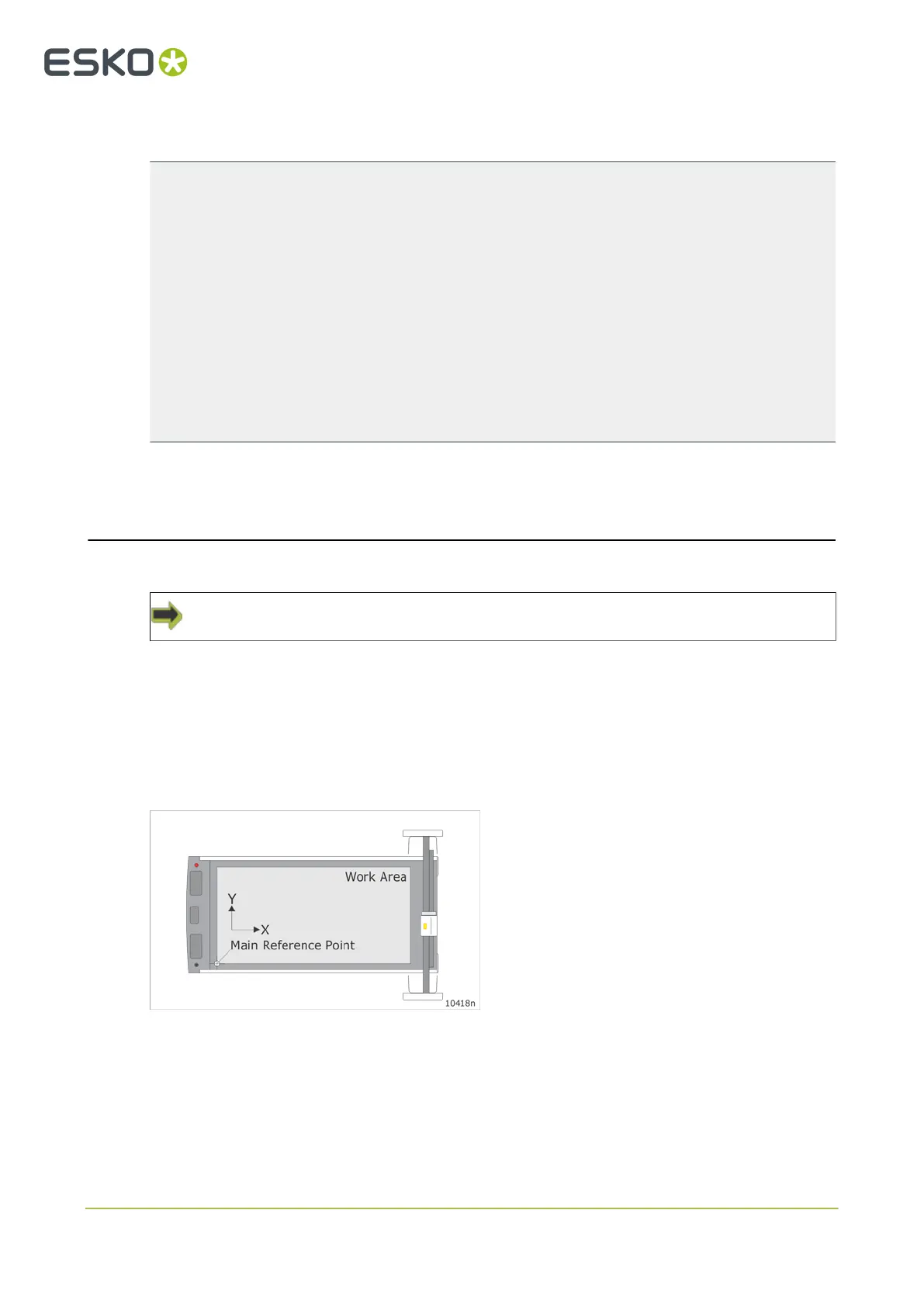
The Main Reference Point position
The Main Reference Pointis a fixed position on the Cutting Table marked as a cross of drilled holes.
The User Defined Reference Points are all specified relative to the Main Reference Point.
Thus, moving the Main Reference Point will move these reference points as well.
The Main Reference Point has to be correctly positioned in order to obtain:
• A full Work Area.
59
 Loading...
Loading...