14
8.3 MMA WELDING
8.3.1 Description
Electric MMA (Metal Manual Arc) and
SMAW (Shielded Metal Arc Welding) are
both manual procedures exploiting the heat
generated by an electric arc that is pro-
duced when covered welding electrodes
make contact with the workpiece. It is com-
monly used due to its versatility. In fact,
welding jobs can be performed anywhere:
in a workshop, in the open, in confined
spaces or hard to reach areas. A wide
range of electrodes are available, suiting
all requirements. The arc is generated
touching the electrode to the workpiece.
The potentiometer knob (Fig. 1 –10) regu-
lates the welding current (thicker work-
pieces require higher current settings).
8.3.2 MMA Welding Features
While welding the following features come
into effect:
Arc Force: Whenever the arc tends to drop
the microprocessor automatically increases
the welding current in order to maintain and
stabilise the arc.
Hot Start: The arc is generated touching
the electrode to the workpiece. To ensure
the arc is generated efficiently, the micro-
processor increases the welding current for
app. one second, guaranteeing fast, safe
arc generation.
Antisticking: Decreases the welding cur-
rent up to minimum, when the operator
makes a mistake causing the electrode to
stick to the workpiece. The electrode can
be removed from its clamp without causing
damaging sparks.
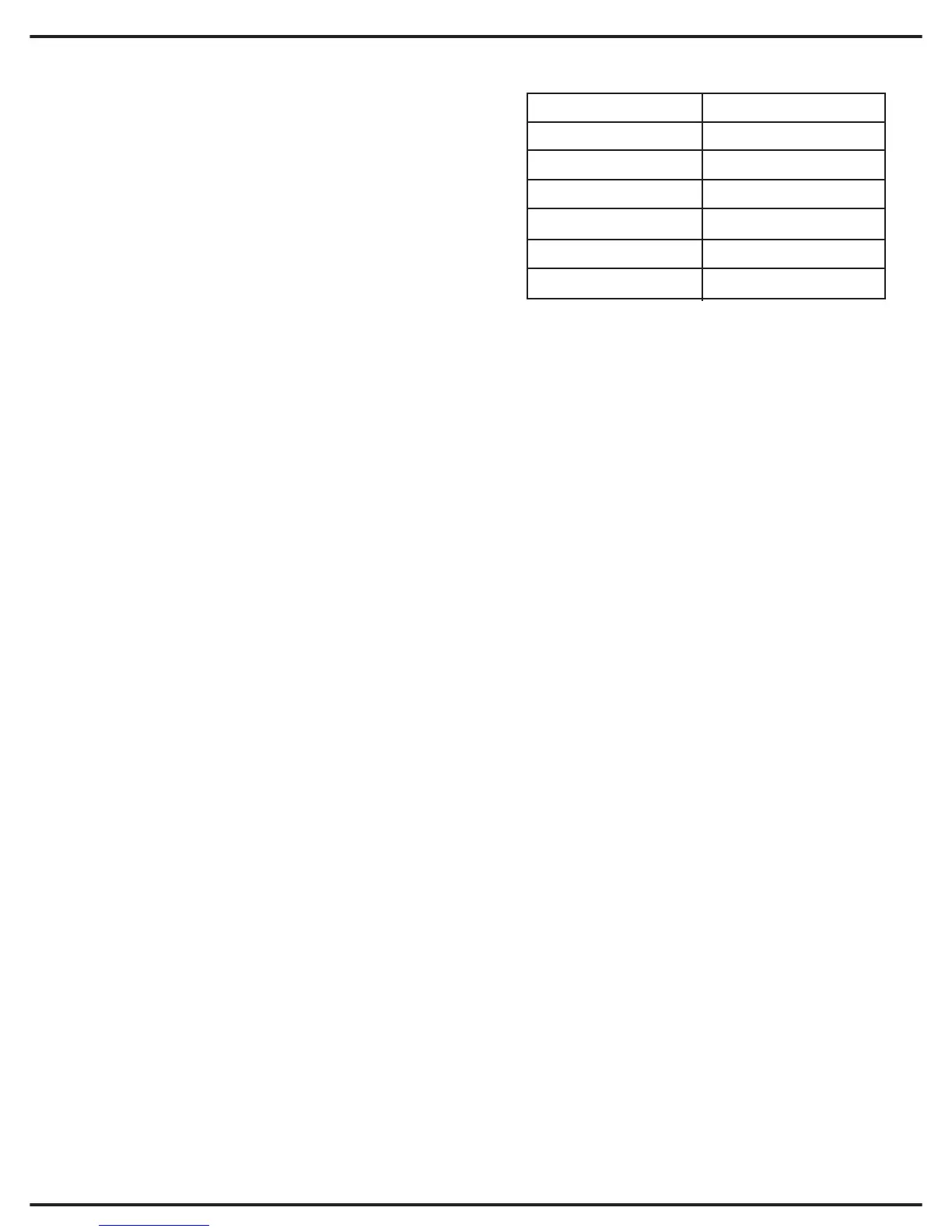
8.3.3 MMA Welding
Fig 8 Welding current at the electrode
diameter.
Proceed as follows for MMA welding:
1. Using knob 10 (Fig.1) select the welding
current according to the type of electrode
and the thickness of the workpiece. The
welding current value is shown on display
panel 13. The knobs 8 and 9 (fig.1) are dis-
abled. Guidance values suitable for vari-
ous electrode diameters are provided in
Fig 9.
2. Connect the earth clamp to the work-
piece.
3. Place the electrode in the clamp.
4. During the entire welding process main-
tain a 3-4mm distance from the welding
pool that has been created. Weld using
small zigzag movements so as to be able
to regulate the size of the weld as desired.
5. Remove the electrode from the work-
piece to stop welding.
WARNING: When “Basic” electrodes are
being used, remove any residue left on the
electrode before welding. To do that, gen-
tly tap the electrode on a metallic surface.
(If residue is left on an arc cannot be gen-
erated).
Diameter (mm)
Current (A)
1.6
35-50
2.0
40-70
2.5
60-100
3.25
80-140
4.0
120-170
5.0
180-250