Parameter "0.1 - 20" (drooping characteristic with adjustable slope)
- Parameter "0.1 - 20" is used to set a drooping characteristic (5). The setting range
extends from 0.1 A / V (very steep) to 20 A / V (very flat).
- Setting a flat characteristic (5) is only advisable for cellulose electrodes.
NOTE!
When setting a flat characteristic (5), set the arc-force dynamic to a higher value.
"P" parameter (constant welding power)
- If the "P" parameter is set, the welding power is kept constant, irrespective of the
welding voltage and welding current. This results in a hyperbolic characteristic (6).
- The "P" parameter is particularly suitable for cellulose electrodes.
NOTE!
If there are problems with a rod electrode tending to "stick", set the arc-force
dynamic to a higher value.
10
20
30
40
50
60
U (V)
004003001 200
I (A)
I
1
+ DynamikI
1
- 50 %
(8)
(2)
(1)
(3)
(7)
(c)
(c)
(b)
(a)
(a)
(6)
(5)
(4)
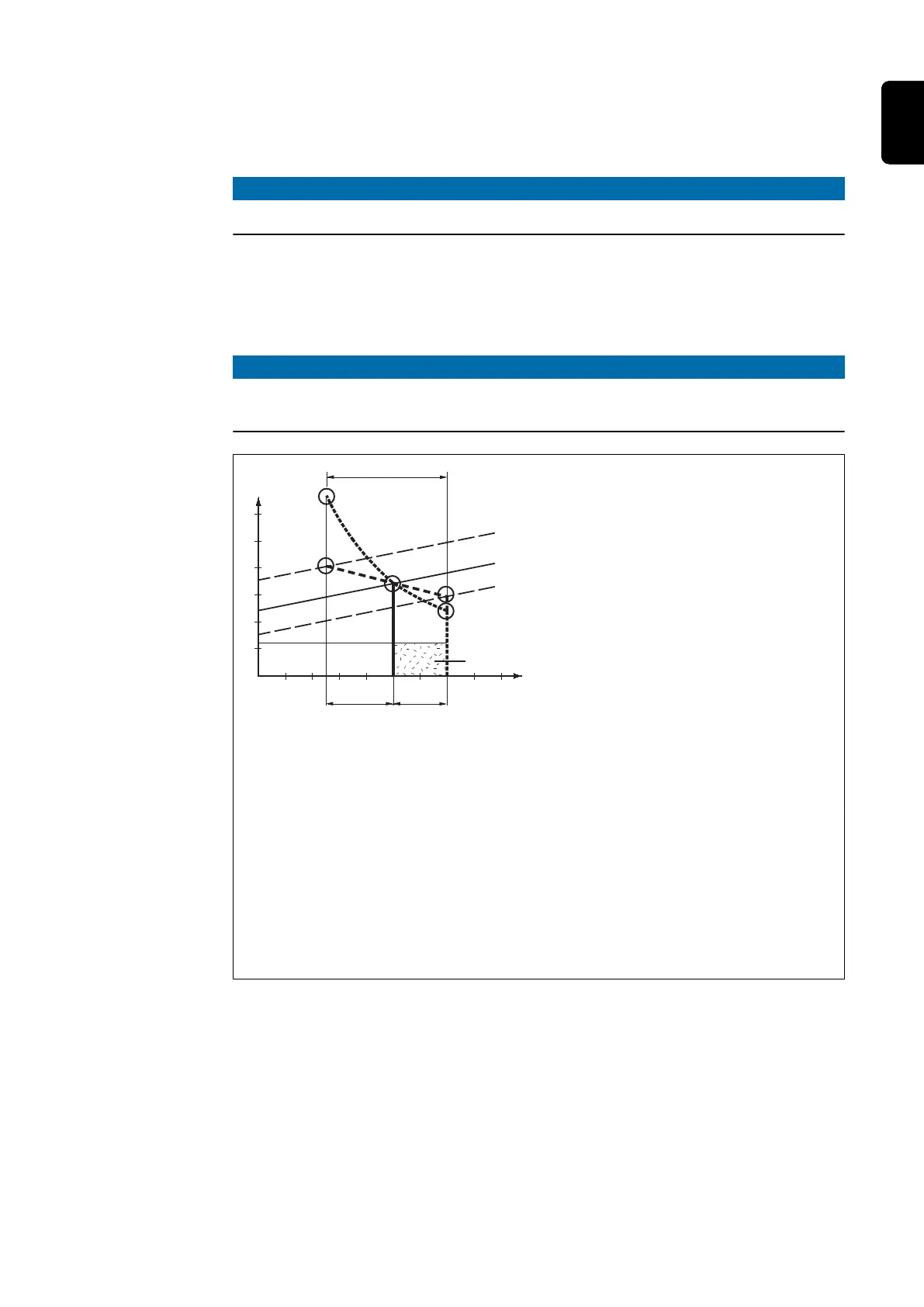
(1) Load line for rod electrode
(2) Load line for rod electrode where arc length is
increased
(3) Load line for rod electrode where arc length is
reduced
(4) Characteristic where "CON" parameter is
selected (constant welding current)
(5) Characteristic where "0.1 - 20" parameter is
selected (drooping characteristic with
adjustable slope)
(6) Characteristic where "P" parameter is selected
(constant welding power)
(7) Example of pre-set arc-force dynamic where
characteristic (5) or (6) is selected
(8) Possible change in the current where charac-
teristic (5) or (6) is selected, as a function of
the welding voltage (arc length)
(a) Operating point where arc length is long
(b) Operating point when welding current IH is set
(c) Operating point where arc length is short
Settings example: I1 = 250 A, arc-force dynamic = 50
The characteristics (4), (5) and (6) shown here apply when using a rod electrode whose
characteristic corresponds to the load line (1) at a given arc length.
Depending on what welding current (I) has been set, the point of intersection (operating
point) of characteristics (4), (5) and (6) will be displaced along the load line (1). The oper-
ating point provides information on the actual welding voltage and the actual welding cur-
rent.
141
EN