Hotstart function To obtain optimum welding results, it will sometimes be necessary to adjust the hotstart
function.
Benefits
- Improved ignition, even when using electrodes with poor ignition properties
- Better fusion of the base material in the start-up phase, meaning fewer cold-shut
defects
- Largely prevents slag inclusions
For details on setting the available welding parameters, please refer to the "Rod elect.
setup 2nd" section.
I (A)
t (s)
0,5 1 1,5
Hti
I
1
HCU
100
150
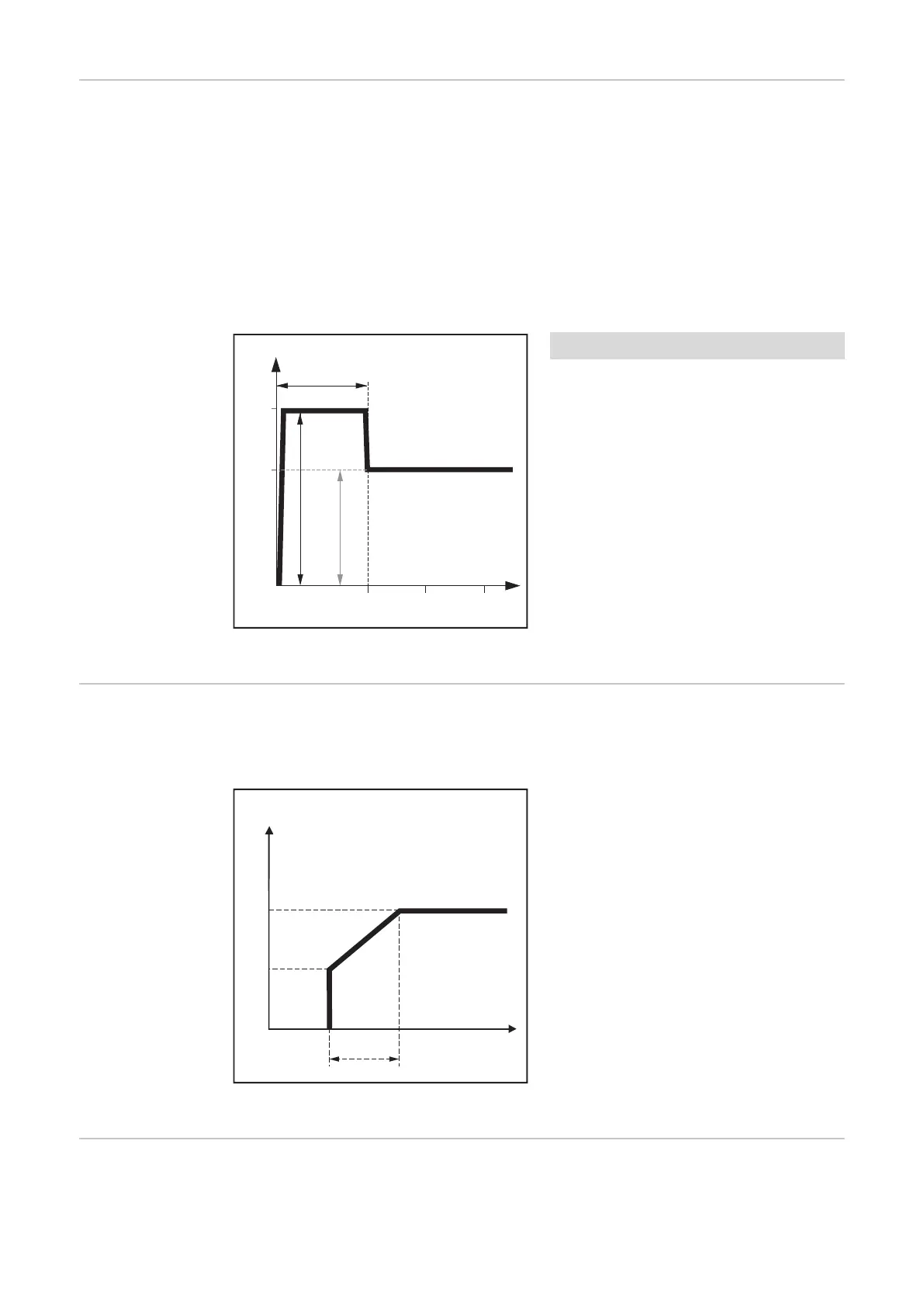
Example of hotstart function
Legend
Hti Hot-current time, 0-2 s, factory
setting: 0.5 s
HCU HotStart current, 0-200%,
factory setting 150%
I
1
Main current = set welding cur-
rent
Function:
during the specified hot-current time (Hti),
the welding current I
1
is increased to the
HotStart current HCU.
To activate the hotstart function, the Hot-
Start current HCU must be > 100.
Starting current
< 100 %
(SoftStart)
A starting current < 100% (SoftStart) is intended for basic electrodes. Ignition takes place
at a low welding current. Once the arc is stable, the welding current continues to rise
until it reaches the welding current command value.
Example with a starting current < 100% (SoftStart)
Benefits:
- Improved ignition properties for elec-
trodes that ignite at low welding cur-
rents
- Largely prevents slag inclusions
- Reduces welding spatter
(1) Starting current
(2) Starting current time
(3) Main current
The starting current time is set in the rod
electrodes menu.
Anti-stick func-
tion
As the arc becomes shorter, the welding voltage may drop so far that the rod electrode
will tend to stick. This may also cause the rod electrode to burn out.
68