Reassembly
20 309577D
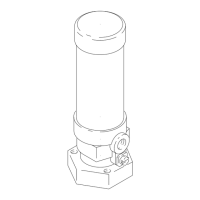
Steps 19-32 apply to pump A only. See FIG. 4.
19. Screw pump into bearing housing (M) until top
threads are level with bearing face (N). Rotate
pump to align pump outlet fitting to outlet tube.
20. Wet-cup has four 1/8 npt ports. Two will be inac-
cessible when pump is installed. Note or mark
these ports. Remove pump. Apply thread seal-
ant and install plugs in the two ports. Torque
plugs to 10-15 ft-lb (14-20 N•m). Do not over-
tighten.
21. Ensure star-shaped locknut (G) is screwed on
pump with flat side up. Carefully twist and
extend the rod (1) 2 in. (51 mm) above the
wet-cup assembly.
22. Start threading pump into bearing housing (M).
Place finger guard (P) over rod when it is acces-
sible through window of bearing housing. When
pin holes align, insert pin. Pull retaining spring
down.
Finger guard is not used on Model E-30.
23. Seat finger guard (P) on wet-cup (19). Continue
threading pump into bearing housing (M) until
top threads are +/- 1/16 in. (2 mm) of bearing
face (N).
24. Apply thread sealant and screw barbed fitting
into motor side of wet-cup. Torque to 10-15 ft-lb
(14-20 N•m). Do not overtighten.
25. Apply thread sealant and screw elbow (U) into
remaining wet-cup port. Torque to 10-15 ft-lb
(14-20 N•m). Do not overtighten.
26. Apply thread sealant and screw barbed fitting
into elbow (U). Torque to 10-15 ft-lb (14-20
N•m). Do not overtighten.
27. Connect component A outlet tube loosely at
pump and at heater. Line up tube, then tighten
fittings securely.
28. Tighten star-shaped locknut (G) by hitting firmly
with a non-sparking hammer.
29. Apply thread sealant and screw barbed fitting
into elbow (U). Torque to 10-15 ft-lb (14-20
N•m). Do not overtighten.
30. Apply thin film of TSL to barbed fittings. Using
two hands, support tubes (T) while pushing
straight onto barbed fittings. Do not let tubes
kink or buckle. Secure each tube with a wire tie
between two barbs.
31. Reconnect fluid inlet (C) and outlet (D).
32. Purge air and prime the system. See Reactor
operation manual.

 Loading...
Loading...