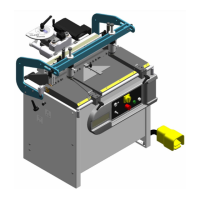
16.4 HOW TO ADJUST HEAD PARALLELISM
To adjust head parallelism according to the working table:
- partially unscrew the screws (3) and operate alternatively on the screws (1) and screw nuts (2)
- position the drills parallel to the table
- tighten the screws very well (3)
WARNING DANGER!
Follow the procedure described below very carefully.
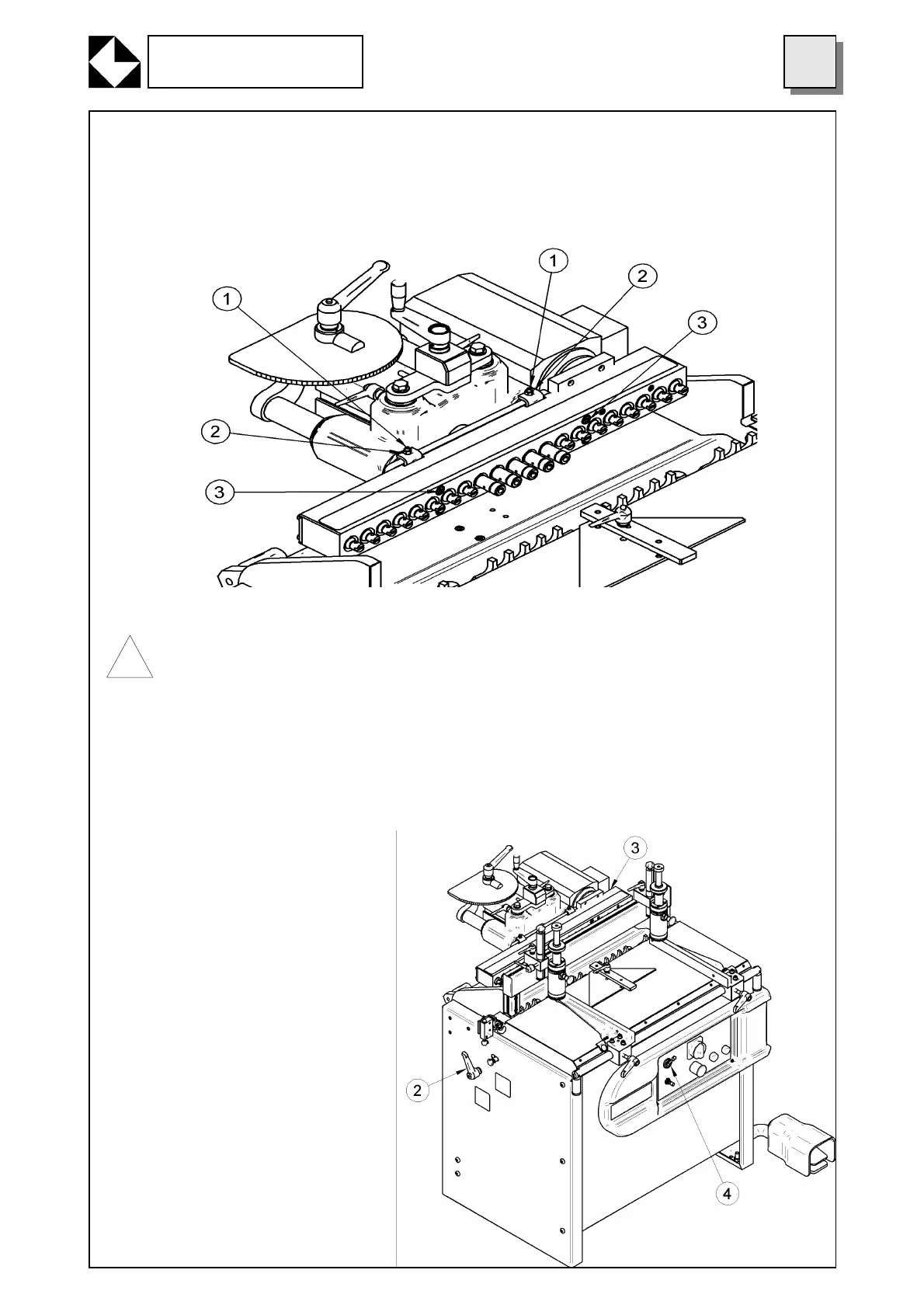
To position the spindlehead at 90°, follow this procedure:
With spindlehead at 0°:
Unfasten the head by turning the handle (2) located on the left-hand side of the machine.
Operate on the boring head (3), by switching the lever (4) located at the front of the machine; lock the
head into position by tightening the handle (2).
To position the spindlehead at 0° do as follows:
With spindlehead at 90°:
Make sure the lever at the front of the
machine is also set at 90° and that the
pneumatic system is on (hence overturn-
ing lever must be active)
Unclamp spindlehead clamping handle
(2) on the left-hand side of the machine.
SELECT 0° POSITION WITH HEAD-
POSITIONING LEVER (4). ONCE THE
HEAD IS IN ITS NEW POSITION
CLAMP IT WITH THE CLAMPING HAN-
DLE (2).
How to set Spindlehead at 45°
If the spindlehead is set at 0°:
- Make sure the head-overturning lever
(4) is also at 0° and that pneumatic pres-
sure in the pneumatic system is correct.
- Insert lock at 45°in locking position;
- Clamp head-clamping handle (2);
- Lower head-rotating lever (4) located
in the front of the machine at 90°;
- Once the machine has been set at
45°, tighten the clamping handle until it is
clamped (2).
16.5 HOW TO POSITION SPINDLEHEAD VERTICALLY AND HORIZONTALLY
15
GRIGGIO S.p.A.
WOODWORKING MACHINERY
!
PICT A