127HEIDENHAIN TNC 426 B, TNC 430
6.6 Path Contours — FK Free Contour Programming
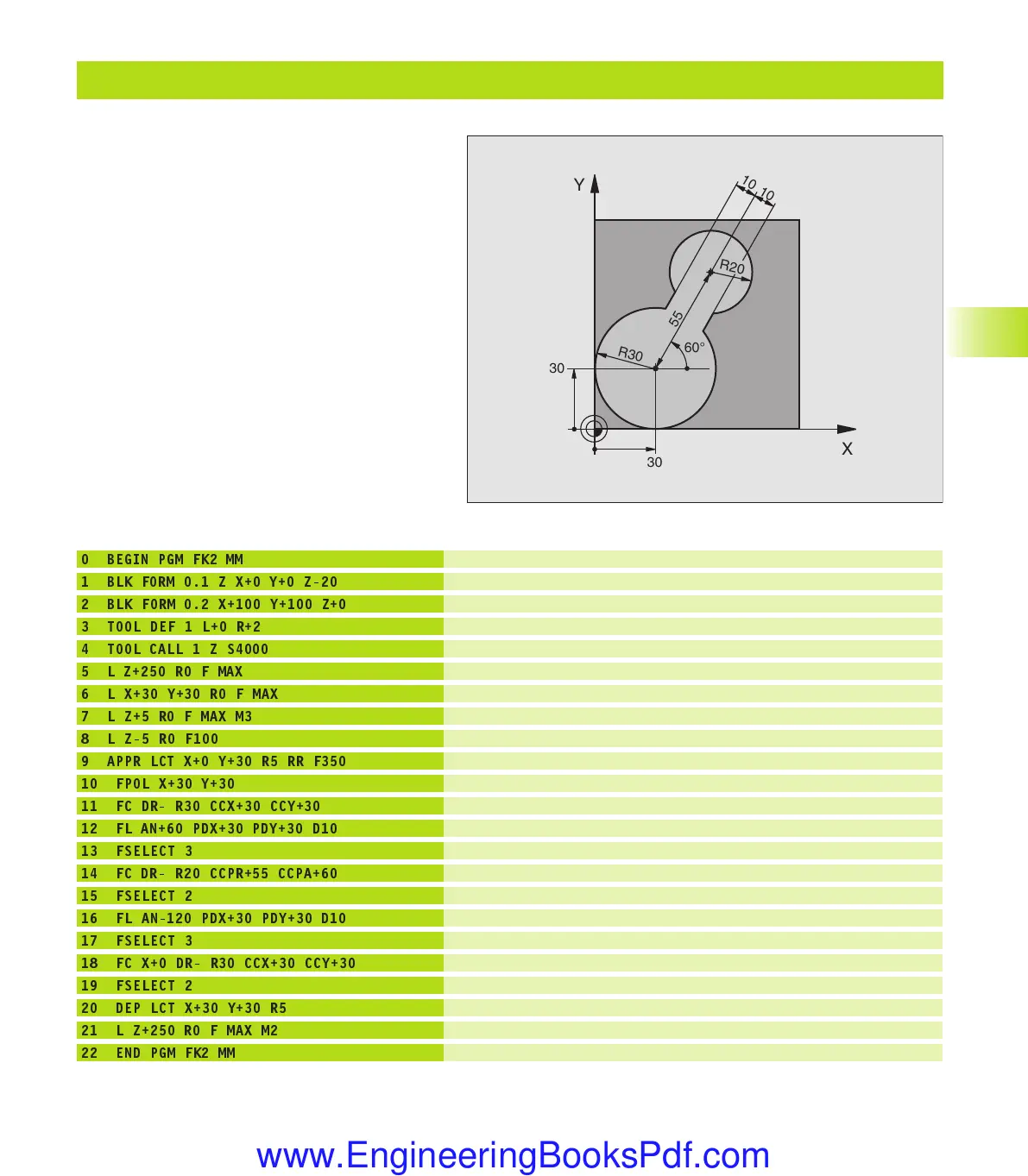
Example: FK programming 2
Define the workpiece blank
Define the tool
tool call
Retract the tool
Pre-position the tool
Pre-position the tool in the tool axis
Move to working depth
Approach the contour on a circular arc with tangential connection
FK contour:
Program all known data for each contour element
Depart the contour on a circular arc with tangential connection
Retract in the tool axis, end program
0 BEGIN PGM FK2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+2
4 TOOL CALL 1 Z S4000
5 L Z+250 R0 F MAX
6 L X+30 Y+30 R0 F MAX
7 L Z+5 R0 F MAX M3
8 L Z-5 R0 F100
9 APPR LCT X+0 Y+30 R5 RR F350
10 FPOL X+30 Y+30
11 FC DR- R30 CCX+30 CCY+30
12 FL AN+60 PDX+30 PDY+30 D10
13 FSELECT 3
14 FC DR- R20 CCPR+55 CCPA+60
15 FSELECT 2
16 FL AN-120 PDX+30 PDY+30 D10
17 FSELECT 3
18 FC X+0 DR- R30 CCX+30 CCY+30
19 FSELECT 2
20 DEP LCT X+30 Y+30 R5
21 L Z+250 R0 F MAX M2
22 END PGM FK2 MM
X
Y
30
30
R30
R20
60°
55
10
10
Gkap6.pm6 30.06.2006, 07:04127
www.EngineeringBooksPdf.com
 Loading...
Loading...




