167
HEIDENHAIN TNC 426 B, TNC 430
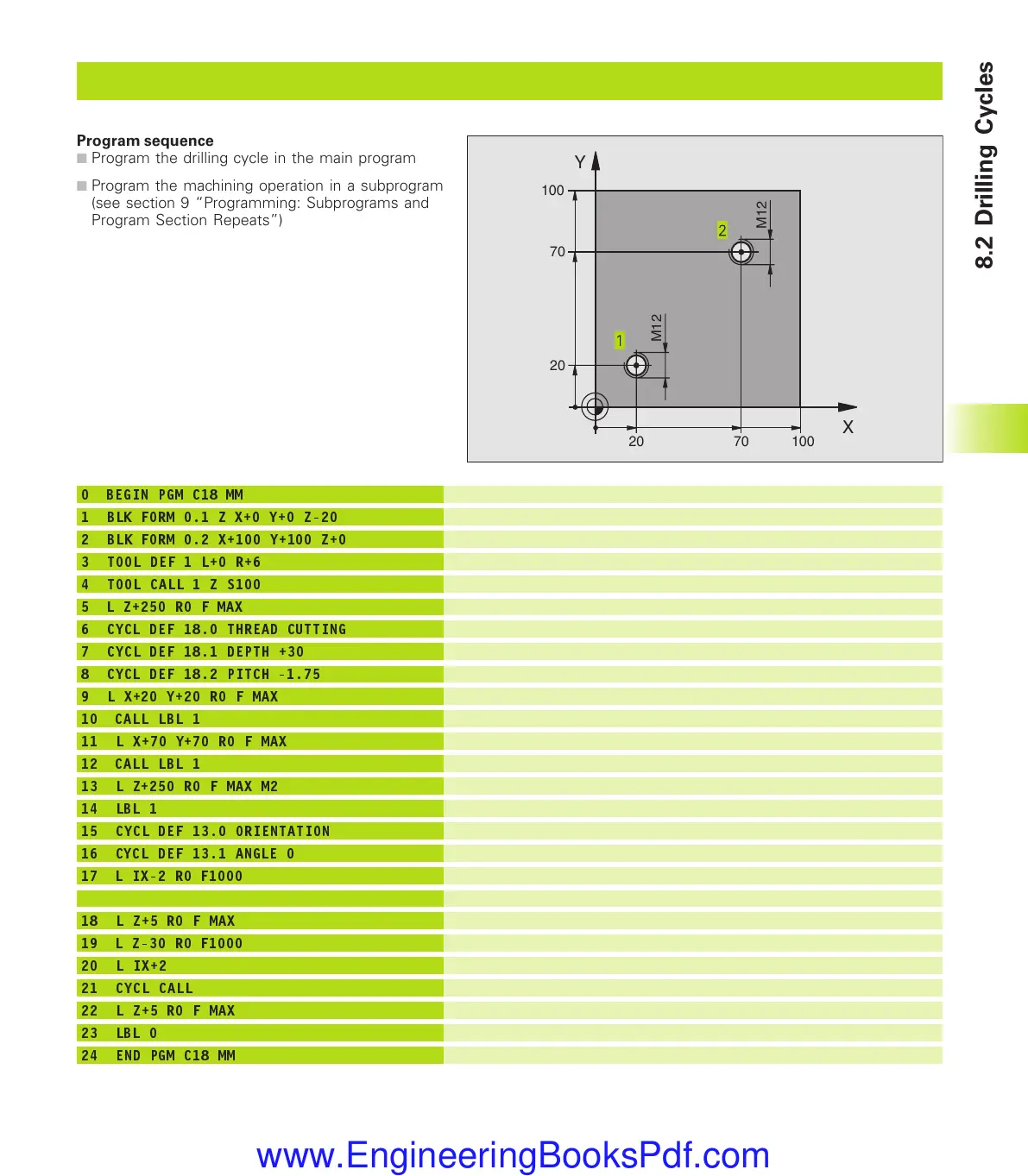
Example: Drilling cycles
Define the workpiece blank
Define the tool
Call the tool
Retract the tool
Define THREAD CUTTING cycle
Approach hole 1
Call subprogram 1
Approach hole 2
Call subprogram 1
Retract tool, end of main program
Subprogram 1: Thread cutting
Orient spindle (makes it possible to cut repeatedly)
Tool offset to prevent collision during tool infeed (dependent on
core diameter and tool)
Pre-position in rapid traverse
Move to starting depth
Reset the tool to hole center
Call Cycle 18
Retract tool
End of subprogram 1
0 BEGIN PGM C18 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+6
4 TOOL CALL 1 Z S100
5 L Z+250 R0 F MAX
6 CYCL DEF 18.0 THREAD CUTTING
7 CYCL DEF 18.1 DEPTH +30
8 CYCL DEF 18.2 PITCH -1.75
9 L X+20 Y+20 R0 F MAX
10 CALL LBL 1
11 L X+70 Y+70 R0 F MAX
12 CALL LBL 1
13 L Z+250 R0 F MAX M2
14 LBL 1
15 CYCL DEF 13.0 ORIENTATION
16 CYCL DEF 13.1 ANGLE 0
17 L IX-2 R0 F1000
18 L Z+5 R0 F MAX
19 L Z-30 R0 F1000
20 L IX+2
21 CYCL CALL
22 L Z+5 R0 F MAX
23 LBL 0
24 END PGM C18 MM
Program sequence
■
Program the drilling cycle in the main program
■
Program the machining operation in a subprogram
(see section 9 “Programming: Subprograms and
Program Section Repeats”)
8.2 Drilling Cycles
X
Y
20
20
100
100
70
70
M12
M12
kkap8.pm6 30.06.2006, 07:03167
www.EngineeringBooksPdf.com
 Loading...
Loading...




