8 Programming: Cycles
190
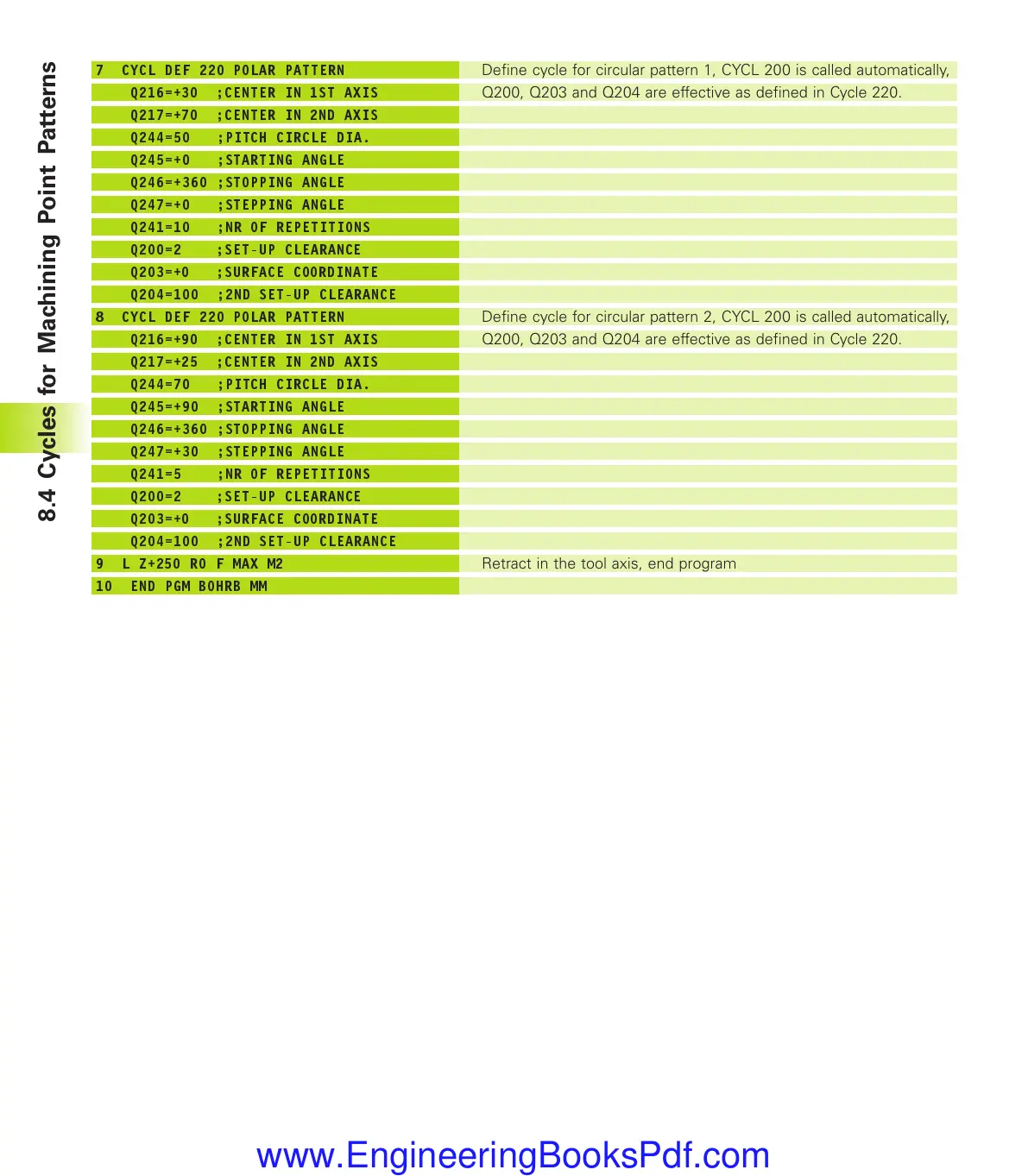
7 CYCL DEF 220 POLAR PATTERN
Q216=+30 ;CENTER IN 1ST AXIS
Q217=+70 ;CENTER IN 2ND AXIS
Q244=50 ;PITCH CIRCLE DIA.
Q245=+0 ;STARTING ANGLE
Q246=+360 ;STOPPING ANGLE
Q247=+0 ;STEPPING ANGLE
Q241=10 ;NR OF REPETITIONS
Q200=2 ;SET-UP CLEARANCE
Q203=+0 ;SURFACE COORDINATE
Q204=100 ;2ND SET-UP CLEARANCE
8 CYCL DEF 220 POLAR PATTERN
Q216=+90 ;CENTER IN 1ST AXIS
Q217=+25 ;CENTER IN 2ND AXIS
Q244=70 ;PITCH CIRCLE DIA.
Q245=+90 ;STARTING ANGLE
Q246=+360 ;STOPPING ANGLE
Q247=+30 ;STEPPING ANGLE
Q241=5 ;NR OF REPETITIONS
Q200=2 ;SET-UP CLEARANCE
Q203=+0 ;SURFACE COORDINATE
Q204=100 ;2ND SET-UP CLEARANCE
9 L Z+250 R0 F MAX M2
10 END PGM BOHRB MM
Define cycle for circular pattern 1, CYCL 200 is called automatically,
Q200, Q203 and Q204 are effective as defined in Cycle 220.
Define cycle for circular pattern 2, CYCL 200 is called automatically,
Q200, Q203 and Q204 are effective as defined in Cycle 220.
Retract in the tool axis, end program
8.4 Cycles for Machining Point Patterns
kkap8.pm6 30.06.2006, 07:03190
www.EngineeringBooksPdf.com
 Loading...
Loading...




