205
HEIDENHAIN TNC 426 B, TNC 430
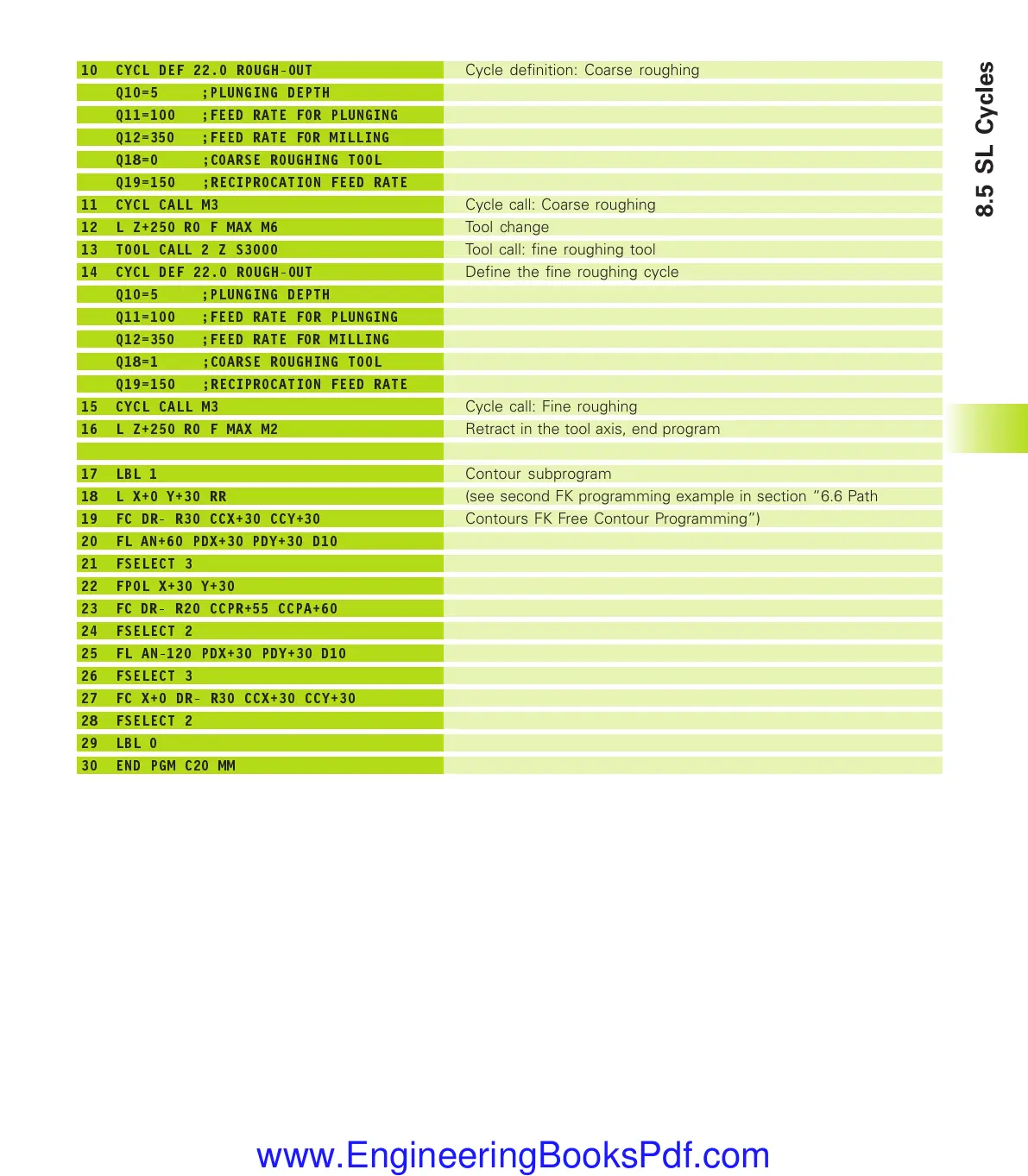
10 CYCL DEF 22.0 ROUGH-OUT
Q10=5 ;PLUNGING DEPTH
Q11=100 ;FEED RATE FOR PLUNGING
Q12=350 ;FEED RATE FOR MILLING
Q18=0 ;COARSE ROUGHING TOOL
Q19=150 ;RECIPROCATION FEED RATE
11 CYCL CALL M3
12 L Z+250 R0 F MAX M6
13 TOOL CALL 2 Z S3000
14 CYCL DEF 22.0 ROUGH-OUT
Q10=5 ;PLUNGING DEPTH
Q11=100 ;FEED RATE FOR PLUNGING
Q12=350 ;FEED RATE FOR MILLING
Q18=1 ;COARSE ROUGHING TOOL
Q19=150 ;RECIPROCATION FEED RATE
15 CYCL CALL M3
16 L Z+250 R0 F MAX M2
17 LBL 1
18 L X+0 Y+30 RR
19 FC DR- R30 CCX+30 CCY+30
20 FL AN+60 PDX+30 PDY+30 D10
21 FSELECT 3
22 FPOL X+30 Y+30
23 FC DR- R20 CCPR+55 CCPA+60
24 FSELECT 2
25 FL AN-120 PDX+30 PDY+30 D10
26 FSELECT 3
27 FC X+0 DR- R30 CCX+30 CCY+30
28 FSELECT 2
29 LBL 0
30 END PGM C20 MM
Cycle definition: Coarse roughing
Cycle call: Coarse roughing
Tool change
Tool call: fine roughing tool
Define the fine roughing cycle
Cycle call: Fine roughing
Retract in the tool axis, end program
Contour subprogram
(see second FK programming example in section “6.6 Path
Contours FK Free Contour Programming”)
8.5 SL Cycles
kkap8.pm6 30.06.2006, 07:03205
www.EngineeringBooksPdf.com
 Loading...
Loading...




