207
HEIDENHAIN TNC 426 B, TNC 430
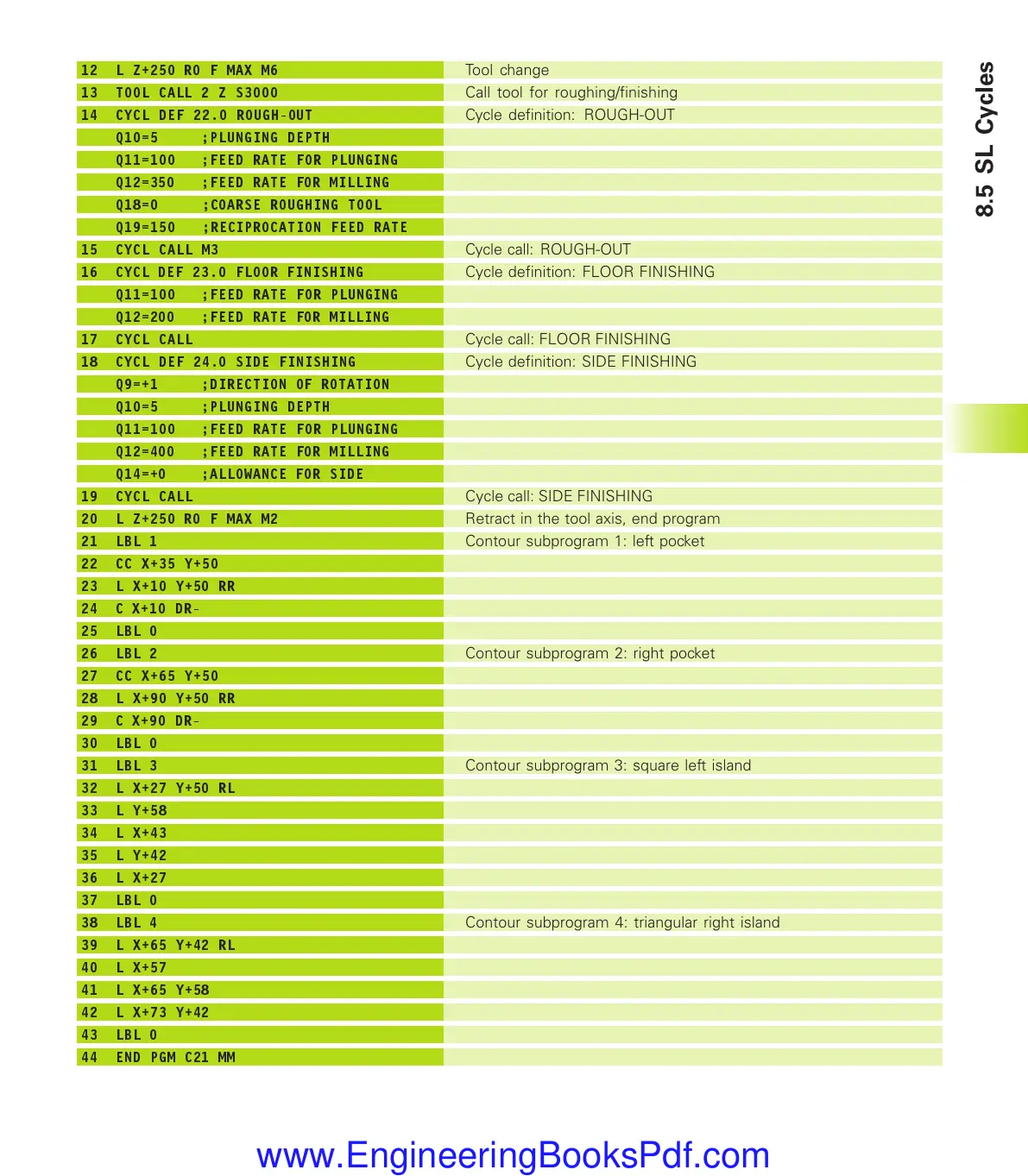
12 L Z+250 R0 F MAX M6
13 TOOL CALL 2 Z S3000
14 CYCL DEF 22.0 ROUGH-OUT
Q10=5 ;PLUNGING DEPTH
Q11=100 ;FEED RATE FOR PLUNGING
Q12=350 ;FEED RATE FOR MILLING
Q18=0 ;COARSE ROUGHING TOOL
Q19=150 ;RECIPROCATION FEED RATE
15 CYCL CALL M3
16 CYCL DEF 23.0 FLOOR FINISHING
Q11=100 ;FEED RATE FOR PLUNGING
Q12=200 ;FEED RATE FOR MILLING
17 CYCL CALL
18 CYCL DEF 24.0 SIDE FINISHING
Q9=+1 ;DIRECTION OF ROTATION
Q10=5 ;PLUNGING DEPTH
Q11=100 ;FEED RATE FOR PLUNGING
Q12=400 ;FEED RATE FOR MILLING
Q14=+0 ;ALLOWANCE FOR SIDE
19 CYCL CALL
20 L Z+250 R0 F MAX M2
21 LBL 1
22 CC X+35 Y+50
23 L X+10 Y+50 RR
24 C X+10 DR-
25 LBL 0
26 LBL 2
27 CC X+65 Y+50
28 L X+90 Y+50 RR
29 C X+90 DR-
30 LBL 0
31 LBL 3
32 L X+27 Y+50 RL
33 L Y+58
34 L X+43
35 L Y+42
36 L X+27
37 LBL 0
38 LBL 4
39 L X+65 Y+42 RL
40 L X+57
41 L X+65 Y+58
42 L X+73 Y+42
43 LBL 0
44 END PGM C21 MM
Tool change
Call tool for roughing/finishing
Cycle definition: ROUGH-OUT
Cycle call: ROUGH-OUT
Cycle definition: FLOOR FINISHING
Cycle call: FLOOR FINISHING
Cycle definition: SIDE FINISHING
Cycle call: SIDE FINISHING
Retract in the tool axis, end program
Contour subprogram 1: left pocket
Contour subprogram 2: right pocket
Contour subprogram 3: square left island
Contour subprogram 4: triangular right island
8.5 SL Cycles
kkap8.pm6 30.06.2006, 07:03207
www.EngineeringBooksPdf.com
 Loading...
Loading...




