2.4
BLADE BASICS
Technology is rapidly changing all aspects of production machining. Metal cutoff is no exception. The advances
PDGHLQWKHEDQGVDZEODGHLQGXVWU\KDYHGH¿QLWHO\UHGXFHGWKHFRVWSHUFXWGHVSLWHWKHWKUHHIROGLQFUHDVHLQ
price of high-technology blades. Variable pitch, bi-metal blades (like the 4/6 or ¾ bi-metal blade supplied with
the machine) last much longer, cut faster and more accurately than conventional carbon steel blades. In order
WRWDNHDGYDQWDJHRIWKHVXSHULRULW\RIELPHWDOEODGHVLWLVFULWLFDOWRSURSHUO\³EUHDNLQ´DQHZEODGH7KLVLV
DFFRPSOLVKHGE\WDNLQJWZRRUWKUHHFXWVWKURXJKVROLGIRXURU¿YHLQFKGLDPHWHUPLOGVWHHODWDQextremely
slow feed rate. It is also advisable to utilize a slow blade speed.
7KHVHWZRRUWKUHHVORZFXWVVXI¿FLHQWO\ODSSROLVKWKHWHHWKRQWKHQHZEODGHVRWKDWLWGRHVQRWVQDJWKH
PDWHULDOEHLQJFXW3URSHUEUHDNLQZLOODOOHYLDWHEODGHYLEUDWLRQLPSURYHVXUIDFH¿QLVKDFFXUDF\DQGEODGH
life.
$ $QHZEODGHPXVWEHSURSHUO\³EURNHQLQ´3URSHUEUHDNLQZLOODOOHYLDWHEODGHYLEUDWLRQLPSURYHVXUIDFH
¿QLVKDFFXUDF\DQGH[WHQGEODGHOLIH7KHPRVWFRQYHQLHQWZD\WRGRWKLVLVWRFXWWKHLQWHQGHGZRUN
piece at the standard recommended blade speed for that material, but with a feed rate reduced to about
RIQRUPDO1HDUWKHHQGRIWKH¿UVWFXWLQFUHDVHWKHIHHGUDWHDJDLQDQGRQFHDJDLQZKHQWKH
blade approaches the end of the second cut. Keep increasing feed rate in this fashion so that normal
feed rate is reached after 100-120 sq inches of cutting.
B. Generous coolant application is essential with almost all materials. A high quality and well mixed cool-
DQWZLOOGUDPDWLFDOO\H[WHQGEODGHOLIHLQFUHDVHFXWWLQJUDWHDQGLPSURYHVXUIDFH¿QLVK2QWKRVHPD-
WHULDOVZKHUHFRRODQWLVXQGHVLUDEOHDVOLJKWFRRODQWÀRZRUSHULRGLFRLOLQJRIWKHEODGHLVQHFHVVDU\WR
prevent the blade from being scored by the carbide guides.
C. The stock being cut must be securely clamped in the vises. Stock movement during cutting will strip
blade teeth. Noticeable stock vibration reduces performance and blade life. Consideration should be
given to reorient the stock or additional clamping measures (wood between vise jaws and work-piece)
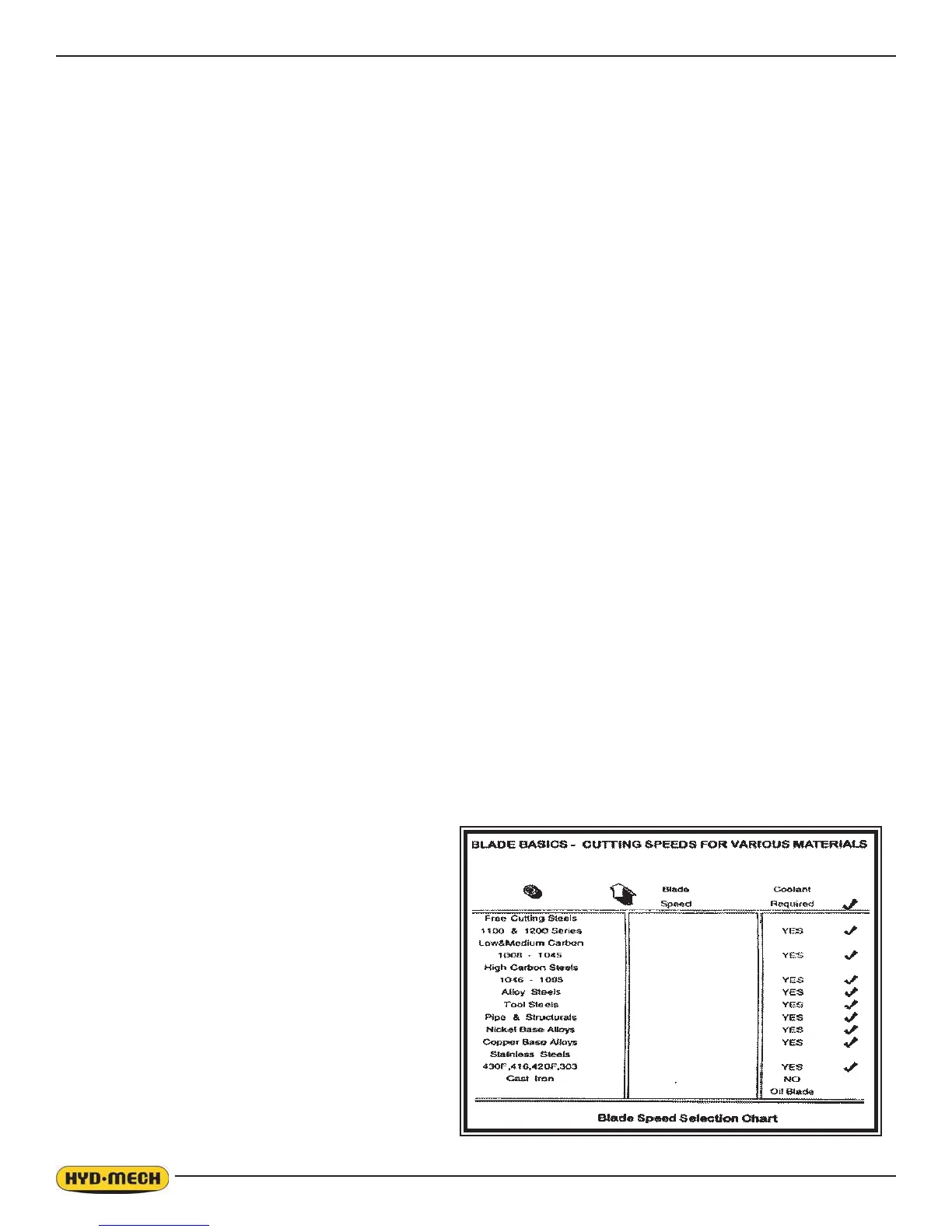
D. The proper blade speed for the work-piece material must be selected. Use the following chart as a
starting point.
a. Blade speeds higher than recommended will quickly dull the blade. Blue chips are evidence of
excessive blade speed.
b. Lower than recommended speeds will not prolong blade life and will require reduced feed rate,
but, reduced speeds may be helpful in reducing vibration and would increase blade life in that
case.
E. The proper feed rate must be applied. Feed rate is the speed at which the head free falls and is set
with the feed rate control knob. The head will descend more slowly when the blade encounters the
work-piece but the force of the blade on the
work will not be changed unless the setting
LVFKDQJHG9HUL¿FDWLRQRISURSHUIHHGUDWH
is provided by the appearance of the cut
chips which ideally form nicely curled clock
springs (note that cast irons and interrupted
cuts result in short, broken chips even at
ideal feed rates).
Excessive feed rate will result in short blade
life and/or crooked cuts.
140, 220
140, 220
90, 140
140, 220
90, 140
140, 220
140, 220
140, 220
310
220
(in SFM)